鎢粉與碳化硼為原料原位合成碳化鎢涂層的組織及耐磨性研究*
2010-09-15 01:04:26路學(xué)成
陶瓷 2010年12期
任 瑩 任 輝 路學(xué)成
(軍事交通學(xué)院軍事物流系 天津 300161)
鎢粉與碳化硼為原料原位合成碳化鎢涂層的組織及耐磨性研究*
任 瑩 任 輝 路學(xué)成
(軍事交通學(xué)院軍事物流系 天津 300161)
采用鎢極氬弧堆焊設(shè)備,通過原料粉末之間的高溫冶金反應(yīng),在堆焊過程中原位合成碳化鎢金屬陶瓷涂層。對所制備的涂層試樣的組織結(jié)構(gòu)進(jìn)行了觀察分析,并且研究了涂層的耐磨料磨損性能。研究結(jié)果表明,在鎢極氬弧為熱源的條件下,能獲得性能較好的高溫涂層,為碳化鎢復(fù)合涂層在工業(yè)中的實(shí)際應(yīng)用提供了理論基礎(chǔ)。
原位合成 碳化鎢 磨料磨損
復(fù)合材料是一種多相材料,由不同種原材料,例如有機(jī)高分子材料、無機(jī)非金屬材料、金屬材料等復(fù)合而成。復(fù)合材料的特點(diǎn)是它不僅能保持原組分的部分性能,而且還具有原組分所不具有的性能。它可以利用復(fù)合材料的復(fù)合效應(yīng),通過材料設(shè)計,形成具有獨(dú)特性能的材料[1],有利于最大限度地發(fā)揮材料的性能,減少材料用量,滿足特殊使用的性能要求。
顆粒增強(qiáng)金屬基復(fù)合材料[2~3]相比纖維增強(qiáng)金屬基復(fù)合材料,具有制備工藝簡單、成本低廉的優(yōu)點(diǎn)。如果對基體和顆粒進(jìn)行優(yōu)化組合,有可能獲得性能優(yōu)異的顆粒增強(qiáng)金屬基復(fù)合材料,也就是融合了金屬基體和硬質(zhì)顆粒二者的優(yōu)勢,不但具有延展性好、韌性優(yōu)良的金屬特性,而且同時還兼有顆粒硬度高、剛度大、熱穩(wěn)定性好的優(yōu)點(diǎn),從而顯示出單一的金屬基體或顆粒所不可比擬的優(yōu)異性能[4]。
常用的陶瓷顆粒材料有碳化物陶瓷、氮化物陶瓷和氧化物陶瓷3大類,其中碳化物陶瓷顆粒的硬度值普遍比氮化物和氧化物陶瓷顆粒硬度值高,而且碳化物陶瓷中的碳化鎢陶瓷不僅顯微硬度值高,而且與鐵液的潤濕性良好,潤濕角接近于零[5],另外碳化鎢陶瓷顆粒化學(xué)穩(wěn)定性好,綜合考慮上述增強(qiáng)顆粒的選用原則,選擇碳化鎢陶瓷顆粒作為增強(qiáng)相是非常合適的。
本實(shí)驗(yàn)采用原位合成法(利用金屬-金屬之間或金屬——化合物之間發(fā)生的放熱反應(yīng),在金屬內(nèi)部原位生成一種或幾種硬度高、模量高的陶瓷顆粒增強(qiáng)相,從而達(dá)到強(qiáng)化金屬基體的目的。由于增強(qiáng)相原位生成沒有暴露于大氣,表面沒有受到污染,界面匹配性好,結(jié)合致密[6~7]),利用鎢極氬弧的高溫條件,在熔敷過程中引發(fā)特定噴涂原材料間的合成反應(yīng)生成WC涂層,對得到的涂層進(jìn)行顯微組織觀察和硬度測試,利用環(huán)境掃描電子顯微鏡對其進(jìn)行顯微組織觀察、成分分析,利用X射線衍射儀對涂層的相結(jié)構(gòu)進(jìn)行分析,利用自制的磨損實(shí)驗(yàn)機(jī)對涂層進(jìn)行耐磨性的測試。
1 涂層的制備
采用上海電焊機(jī)廠生產(chǎn)的SW-300型交直流氬弧焊機(jī)作為熱源,在鋼鐵母材上制備涂層。
本實(shí)驗(yàn)以鎢粉和碳化硼為原料,使用的碳化硼粉末是由牡丹江市前進(jìn)碳化硼有限公司生產(chǎn),使用的鎢粉是由湖南鴻瑞新材料有限公司生產(chǎn),W含量不小于99.75%,粒度在-60~+160目。
將原料粉末按照一定的比例在研缽中研磨混合均勻,然后添加適量的水玻璃調(diào)制成膏狀體,均勻的涂敷在基體表面。涂敷涂層時厚度應(yīng)控制在2 mm左右,這樣不僅能保證涂層表面的質(zhì)量和耐沖擊能力,而且還有利于涂層中的水分和氣體排出。膏體涂敷均勻后在空氣中靜置一段時間,待涂層表面的水玻璃蒸發(fā)干凈后,將試樣放在干燥爐中烘干,爐溫要控制在100℃左右,保溫1 h后隨爐自然冷卻,這樣既可以保證涂層中的水玻璃充分揮發(fā),又可以保證涂層表面材料不會在爐中被氧化。
采用鎢極氬弧作為熱源,選擇合適的電流加熱涂層使其熔化與母材結(jié)合在一起。若電流過大,則涂層熔化后粘度下降容易流失,而且容易產(chǎn)生熔溝和龜裂,也不利于涂層中的元素與基體元素充分?jǐn)U散,產(chǎn)生較大的硬度梯度,降低界面結(jié)合強(qiáng)度;若電流過小,則涂層熔解不完全,無法與基體形成冶金結(jié)合,涂層很容易剝落。
2 涂層的組織與成分分析
在OL YM PUS GX51光學(xué)顯微鏡下觀察金屬陶瓷涂層的顯微組織,將典型顯微組織照相;采用JSM -5600LV型環(huán)境掃描電子顯微鏡及能譜儀進(jìn)行點(diǎn)掃描,觀察涂層顯微組織并確定不同顯微組織所含的元素種類及各元素的含量;用維氏硬度計測量涂層的硬度,載荷為98 N,荷保15 s;用M HV 2000型數(shù)顯顯微硬度計測量涂層截面的顯微硬度,載荷0.98 N,保荷10 s;用XRD-6000型X射線衍射儀分析涂層的相結(jié)構(gòu)及組分。
混合粉末的組成為:1.8 gW+0.56 gB4C;電流為140 A,觀察所得涂層的金相組織并拍照,如圖1所示,同時測得母材平均硬度為198 HV,焊縫最高硬度值為1 226 HV。

圖1 (W+B4C)涂層組織
從金相照片中看到,以鎢粉與碳化硼為原料制備的涂層試樣析出大量顆粒物,很有可能是WC。用掃描電鏡觀察其顯微組織并且做成分分析。
用掃描電鏡觀測到的涂層顯微組織如圖2所示。
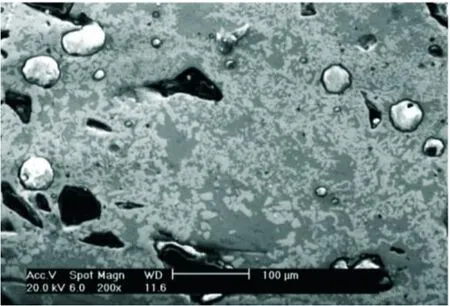
圖2 (W+B4C)涂層顯微組織
黑色孔洞位置原為硬質(zhì)顆粒,顯微硬度在2 015~2 704 HV,可以判斷其為WC,在拋光過程中脫落。涂層中含有大量白色顆粒物,其顯微組織和成分分析如圖3所示。
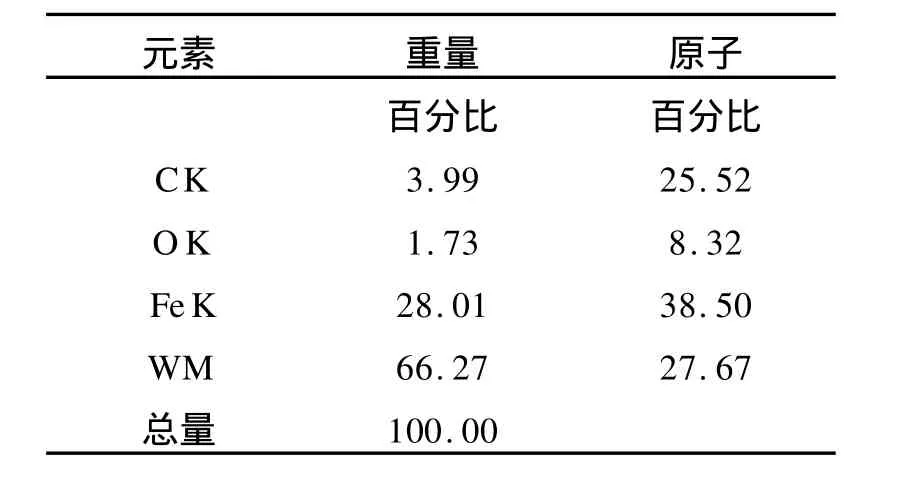
元素重量原子百分比百分比CK 3.99 25.52 OK 1.73 8.32 FeK 28.01 38.50 WM 66.27 27.67總量100.00
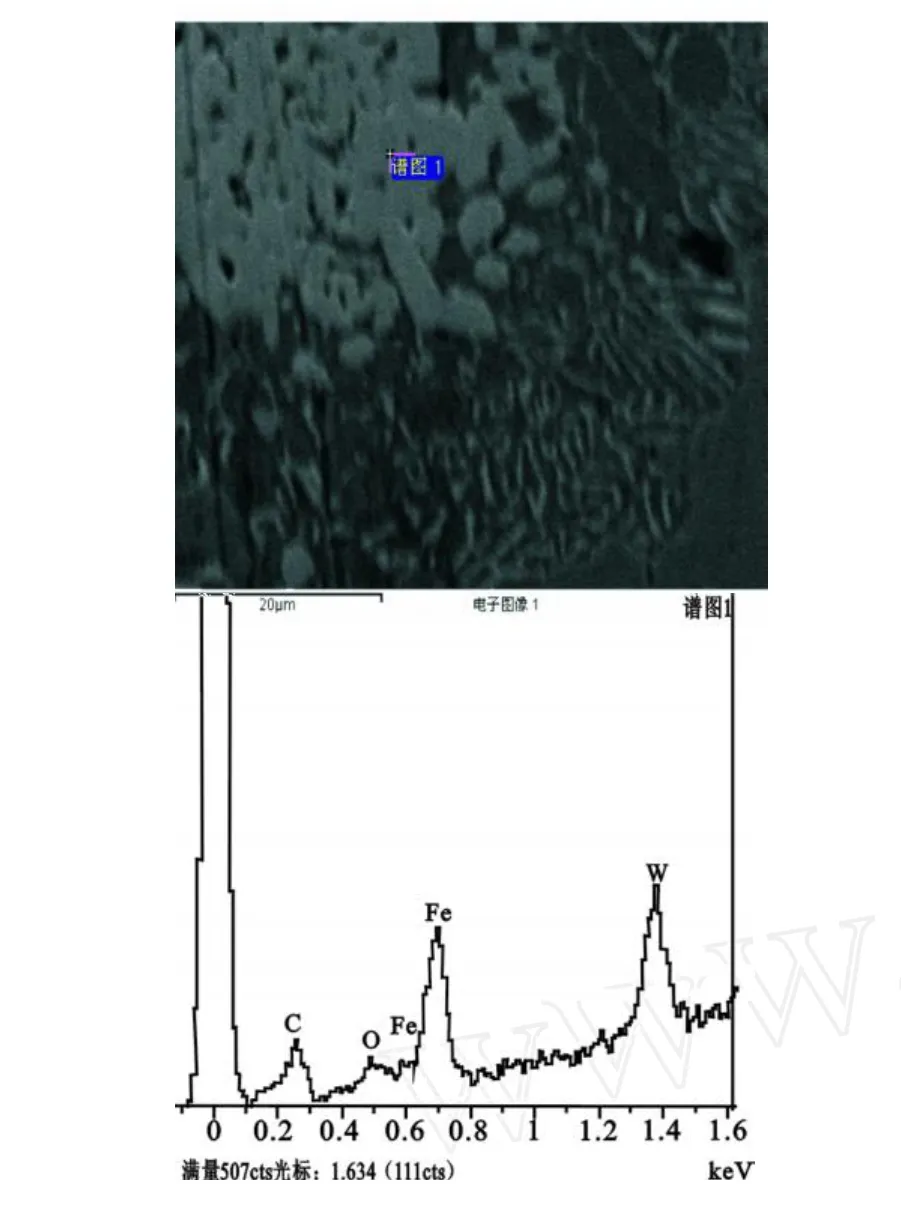
圖3 白色顆粒物的能譜分析
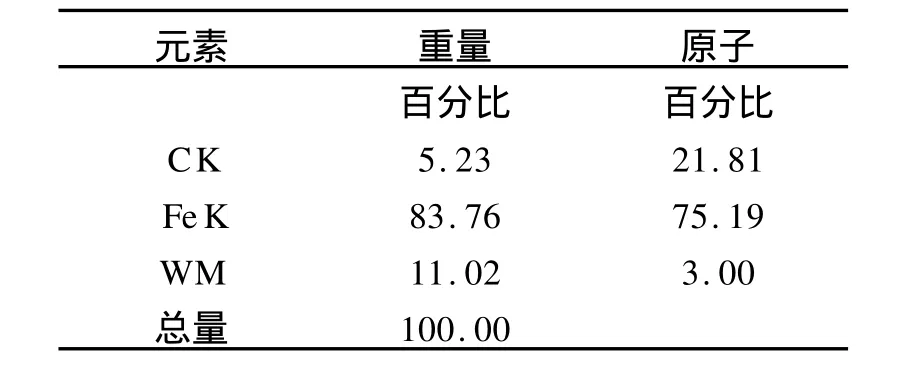
元素重量原子百分比百分比CK 5.23 21.81 FeK 83.76 75.19 WM 11.02 3.00總量100.00
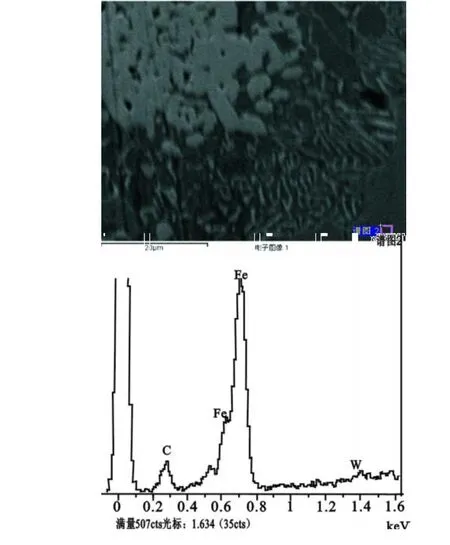
圖4 灰色基體的能譜分析
由圖3可知,該組織主要成分為Fe、C、W 3種元素,經(jīng)測量,其顯微硬度在897~982 HV,因?yàn)锽無法測出,暫時無法判定其具體組成,但從形態(tài)和硬度判斷該組織可能是Fe、W、C、B組成的共晶碳化物。
灰色基體的顯微組織和成分分析如圖4所示。
由圖4可知,該基體組織主要成分為Fe、C、W 3種元素,經(jīng)測量,該組織顯微硬度在546~710 HV,可以判斷該組織為Fe3C。共晶組織的顯微組織和成分分析如圖5所示。
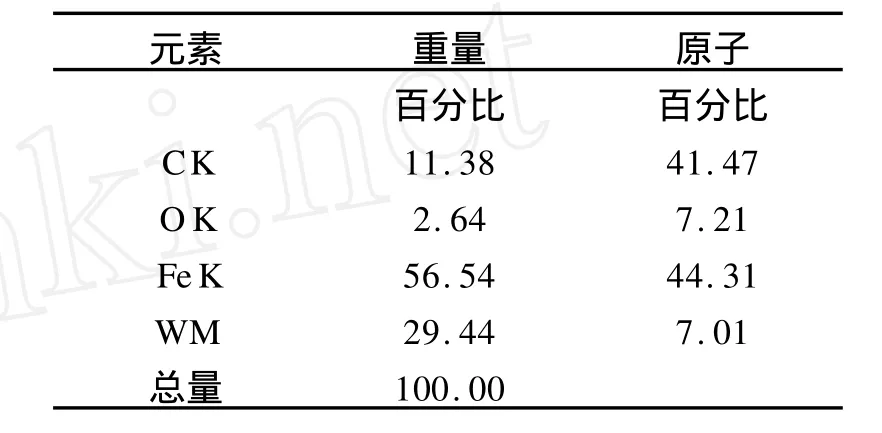
元素重量原子百分比百分比CK 11.38 41.47 OK 2.64 7.21 FeK 56.54 44.31 WM 29.44 7.01總量100.00
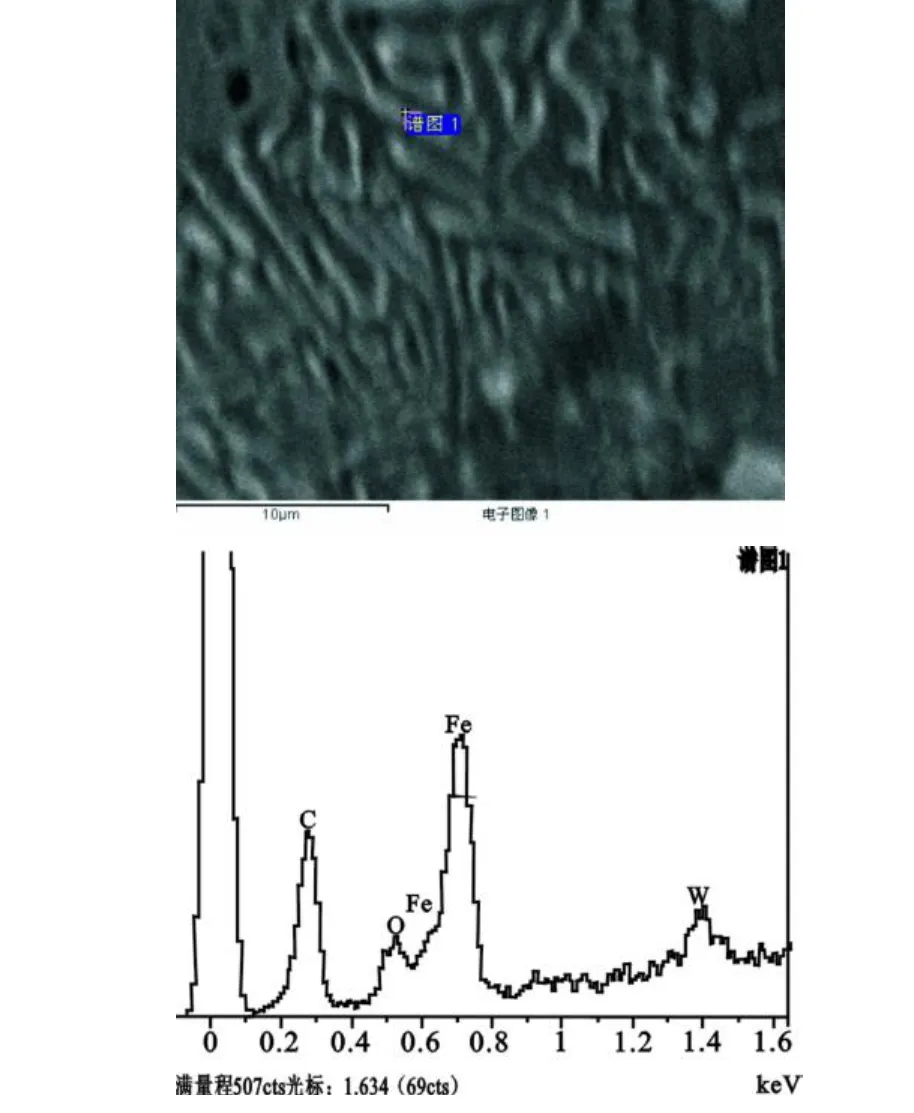
圖5 共晶組織的能譜分析
由圖5可知,該組織主要成分為Fe、C、W 3種元素,經(jīng)測量,其顯微硬度在602~897 HV,可以判斷該組織為含有少量W的共晶滲碳體。
該試樣涂層的X射線衍射分析如圖6所示。
總之,在以鎢粉與碳化硼為原料制備的涂層中,有WC硬質(zhì)相生成,還有Fe、W的合金硼化物、Fe3C以及含有少量W的共晶滲碳體。
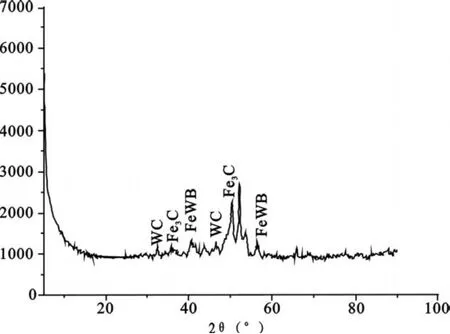
圖6 (W+B4C)涂層的X射線衍射分析
3 涂層的耐磨性研究
3.1 硬度的測量
采用HVA-10A型小載荷維氏硬度計進(jìn)行測量,測量載荷設(shè)為10 kg,為了便于在顯微鏡下觀測壓痕,需要對被測試樣的表面進(jìn)行拋光,測量結(jié)果如表1所示。

表1 維氏硬度沿層深方向分布
維氏硬度沿層深方向分布曲線如圖7所示。
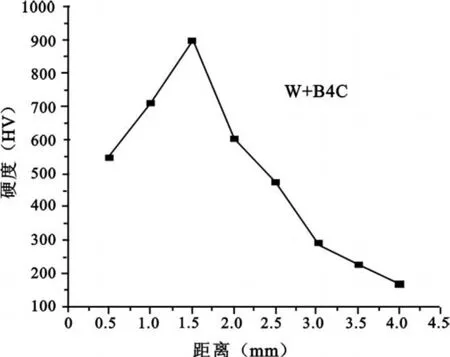
圖7 (W+B4C)涂層橫截面硬度分布曲線
從測定結(jié)果可以看出:
1)在涂層內(nèi)(熔化區(qū))的基體上分布著硬度很高的硬質(zhì)相碳化物,大大的提高了復(fù)合涂層的硬度,這樣高的硬度也賦于涂層具有較高的耐磨損性能。
2)從涂層表面到母材結(jié)合區(qū)域,硬度先升高,再逐漸降低,這是因?yàn)橛操|(zhì)顆粒WC的密度較大,大部分分布在涂層的中下部,所以涂層顯微硬度最大值在曲線的中部。
3.2 耐磨性測試
衡量金屬的耐磨性通常以硬度作為標(biāo)準(zhǔn),但是研究表明,硬度并不是惟一的影響因素。金屬的顯微組織、合金元素的種類和含量都對堆焊金屬的耐磨性起著重要的作用。
對于金屬材料而言,顯微組織對其耐磨性有著重要的影響[8~9],其中基體組織、硬質(zhì)相的種類和分布以及內(nèi)部缺陷等對耐磨性都有不同程度的影響。
合金元素的種類和含量對耐磨性的影響主要通過影響顯微組織及硬質(zhì)相的含量,從而影響金屬的耐磨性。對于各種合金元素,一般隨其含量的增加,金屬的耐磨性也隨之增加,但合金元素的含量達(dá)到一定程度后,金屬的耐磨性增加緩慢或呈下降趨勢。
磨料尺寸對耐磨性的影響有一個臨界尺寸。臨界尺寸以下,體積磨損量隨磨料尺寸的增大而按比例增加,超過臨界尺寸,磨損體積增加的幅度明顯降低。磨料的形狀有尖銳型、多角型和圓型,不同形狀的磨料對耐磨性的影響不同。
本實(shí)驗(yàn)采用自制的磨損實(shí)驗(yàn)機(jī)進(jìn)行磨料磨損實(shí)驗(yàn),主軸轉(zhuǎn)速為120 r/min,對磨試樣為45號淬火鋼,磨料為A l2O3,粒度為-20~+40目,采用等離子弧堆焊法制備的鎳基碳化鎢(WC質(zhì)量分?jǐn)?shù)為60%)涂層試樣作為對照試樣。在法向方向上對試樣施加30 N的載荷,對原位合成制備的試樣和對照試樣分別進(jìn)行磨損實(shí)驗(yàn),采用稱重法測量試樣的磨損量,使用電子天平,精度為0.000 1 g。
磨損實(shí)驗(yàn)過程中,首先除去試樣表面的氧化層,之后預(yù)磨10min,磨出一個平面;對預(yù)磨后的試樣進(jìn)行清洗,用酒精作為清洗液,清洗后烘干,在電子天平上稱量,并記錄稱量的質(zhì)量;對試樣進(jìn)行磨損實(shí)驗(yàn),每磨5 m in測量1次質(zhì)量,磨損3次;將每一次磨損后的試樣用酒精清洗并烘干,在電子天平上稱量,記錄下每次磨損后的質(zhì)量。每次磨損的質(zhì)量損失依次為ΔG1、ΔG2、ΔG3,平均質(zhì)量磨損量為ΔG。
可見,以鎢粉與碳化硼為原料制備的試樣的耐磨性為對照試樣的1.16倍。

表2 磨損實(shí)驗(yàn)數(shù)據(jù)
總之,在以鎢粉與碳化硼為原料制備的涂層中,有WC硬質(zhì)相生成,還有Fe、W的合金硼化物、Fe3C及含有少量W的共晶滲碳體。由于B元素的加入,生成了硬度較高的硼化物,形成了強(qiáng)大的耐磨骨架,能有效地抵抗高硬度磨料的切入,涂層具有較高的耐磨性。
1 師昌緒.新型材料與材料科學(xué).北京:科學(xué)出版社,1988
2 M M Stack,D Pena.Solid particle erosion of Ni-Cr/ WC metal matrix composites at elevated temperatures,construction of erosion mechanism and p rocess control maps. Wear,1997,203-204:489~497
3 B A Lindslay,A R Mander.Solid particle erosion of an Fe-Fe3C metalmatrix composites.Metallurgical and Materials Transactions,1998,29A(3):1 071~1 079
4 梁作儉.碳化鎢顆粒增強(qiáng)金屬基復(fù)合材料磨損性能研究.西安:西安交通大學(xué),2000
5 游興河.WC在WC/鋼基復(fù)合材料中的溶解行為.復(fù)合材料學(xué)報,1994(1):29~35
6 黃民建,駱灼旋.鑄造顆粒增強(qiáng)金屬基復(fù)合材料及其發(fā)展前景.99’云南鑄造年會論文,1999
7 張淑英,繁琴,等.顆粒增強(qiáng)金屬基復(fù)合材料的研究進(jìn)展.材料導(dǎo)報,1996(2):20~23
8 王蓮芳.堆焊金屬耐磨性與硬度關(guān)系的研究.焊接, 1991(6):6~9
9 楊瑞林.成分組織性能對鋼的耐磨性的影響.摩擦磨損,1979(1):9~12
Research on the M icrostructureand Wear Resistance of the In-situ Synthesized Tungsten Carbides Reinforced Composite Coating Made From Tungsten Powder and Boron Carbide
Ren Ying,Ren Hui,Lu Xuecheng(Department of M ilitary Logistics,The Academ y of M ilitary Transpo rtation,PLA,Tianjin,300161)
The WC granule is in-situ synthesized during the reaction of the alloy pow ders emp loying the TIG pow der surfacing.Themicrostructure and mo rphology of the tungsten carbide coating is observed and analyzed.The elements of both the coating and the substrate diffuse to each other.The excellentmetallurgy bonding is formed between the coating and the substrate.The resultsof the thesis show that we can get good performance of high-temperature coating by heating w ith TIG,w hich p rovides a theoretical foundation fo r the industrial p ractical app lication of WC composite coating.
In-situ synthesized;WC;Abrasive wear
TB333,TG115
:A
:1002-2872(2010)12-0018-04
任瑩(1981-),碩士,講師;研究方向?yàn)椴牧媳砻婕夹g(shù)方面的教學(xué)與研究。E-mail:renyingnudt@qq.com