自升式鉆井平臺(tái)主弦管對(duì)接工藝研究
2010-09-09 01:46:24秦洪德朱亞洲胡博生
中國(guó)海洋平臺(tái) 2010年4期
秦洪德, 朱亞洲, 胡博生
(1.哈爾濱工程大學(xué),哈爾濱 150001;2.海洋石油工程(青島)有限公司設(shè)計(jì)部,青島 266520)
自升式鉆井平臺(tái)主弦管對(duì)接工藝研究
秦洪德1, 朱亞洲1, 胡博生2
(1.哈爾濱工程大學(xué),哈爾濱 150001;2.海洋石油工程(青島)有限公司設(shè)計(jì)部,青島 266520)
對(duì)自升式鉆井平臺(tái)主弦管對(duì)接工藝及其齒條板接長(zhǎng)工藝進(jìn)行了研究,并結(jié)合齒條板材料特性提出了齒條板焊接技術(shù)及焊接施工要求,進(jìn)而制定了主弦管對(duì)接工藝順序及相關(guān)工藝技術(shù)要求。
自升式鉆井平臺(tái);主弦管;材料特性;焊接工藝
Abstract:The paper makes study on chord’s butt joint technology and rack’s lengthening technique of jack-up drilling unit.Combining with rack’s material characteristics,rack’s welding technique and welding procedure are proposed.And further,some rules of chord’s butt joint sequence and relatively technologies are made.
Key words:jack-up drilling unit;chord;material characteristics;welding technique
自升式鉆井平臺(tái)是目前世界上油氣資源開(kāi)采應(yīng)用最為廣泛的裝備之一,具有用材節(jié)約、材料可重復(fù)使用、造價(jià)較低、并可適應(yīng)多種海況下的全天候鉆井作業(yè)等特點(diǎn)。自升式鉆井平臺(tái)設(shè)計(jì)制造技術(shù)水平直接決定著海洋油氣資源開(kāi)采能力。
據(jù)不完全統(tǒng)計(jì),截至2009年10月,全世界在役海上移動(dòng)式鉆井裝置已超過(guò)600座,其中自升式鉆井平臺(tái)近400座,占主流鉆井裝備近70%。目前在役的自升式鉆井平臺(tái)基本在二十世紀(jì)七、八十年代設(shè)計(jì)建造。為更新?lián)Q代,2003年以來(lái)自升式鉆井平臺(tái)進(jìn)入了一個(gè)新的設(shè)計(jì)建造高峰期。
自升式鉆井平臺(tái)主要通過(guò)樁腿與升降機(jī)構(gòu)的有效配合實(shí)現(xiàn)主船體的上下移動(dòng),從而達(dá)到自由鉆井的目的。近年來(lái),國(guó)內(nèi)海工公司承接的自升式鉆井平臺(tái)基本為三樁腿桁架式結(jié)構(gòu)。桁架式樁腿為自升式鉆井平臺(tái)主要的承載結(jié)構(gòu)單元,為保證樁腿結(jié)構(gòu)強(qiáng)度要求,在自升式鉆井平臺(tái)設(shè)計(jì)制造過(guò)程中,對(duì)樁腿結(jié)構(gòu)建造精度及焊接技術(shù)提出了非常高的要求。本研究結(jié)合海洋石油工程(青島)有限公司60.96 m自升式鉆井船制造工藝及關(guān)鍵建造技術(shù)研究成果,對(duì)樁腿建造過(guò)程中的齒條板接長(zhǎng)及主弦管對(duì)接工藝進(jìn)行了深入研究。
1 齒條板接長(zhǎng)工藝
1.1 齒條板材料特性分析
自升式鉆井平臺(tái)工作環(huán)境惡劣,樁腿結(jié)構(gòu)承受風(fēng)浪流等的作用,對(duì)樁腿結(jié)構(gòu)強(qiáng)度要求極高。結(jié)合國(guó)內(nèi)外自升式鉆井平臺(tái)樁腿建造現(xiàn)狀,樁腿齒條板一般為127 mm~150 mm的特厚高強(qiáng)度鋼。所用鋼需進(jìn)行A級(jí)超聲波探傷檢查,屈服極限為690 MPa,抗拉強(qiáng)度為770 MPa/930 MPa,夏比V型缺口沖擊最小平均值,縱向在-40℃、T/4厚時(shí)至少為69 J,層向拉伸斷面收縮率為20%,無(wú)裂紋和疊層的氣切割齒。
平臺(tái)結(jié)構(gòu)、工作載荷、工作海況、焊接工藝等因素直接影響這種特厚高強(qiáng)度鋼齒條板的性能,因此對(duì)樁腿齒條板提出了特別高的要求。①高強(qiáng)度:為了減輕樁腿重量,增加拖航穩(wěn)性,增強(qiáng)齒面承載應(yīng)力,樁腿建造過(guò)程中一般采用784 N/mm2的高強(qiáng)度鋼。②高韌性:為避免脆性斷裂并保證安全,設(shè)計(jì)基準(zhǔn)溫度在溫暖海區(qū)取-30℃,極寒冷海區(qū)取-50℃,確保夏比沖擊值達(dá)到高韌性要求。③可焊性好:為避免室外作業(yè)焊接熱影響區(qū)產(chǎn)生低溫裂紋和層狀裂紋,要求鋼材具有較小的裂紋敏感性,當(dāng)焊接線(xiàn)能量較高時(shí),要求焊接接頭韌性值與母體金屬韌性值大致相當(dāng)。④組織均勻致密:由于齒條齒面氣割后不再進(jìn)行加工,故要求鋼板氣割性能良好,氣割面不出現(xiàn)氫致缺陷和夾渣物缺陷,氣割面之下要求具有足夠的硬度,且在各方向硬度分布均勻。
1.2 齒條板焊接技術(shù)要點(diǎn)
自升式鉆井平臺(tái)結(jié)構(gòu)復(fù)雜,工作環(huán)境惡劣,投資巨大,樁腿作為平臺(tái)結(jié)構(gòu)的主要承載單元,對(duì)其力學(xué)性能提出了很高的要求。齒條板作為樁腿的分段模塊,對(duì)其焊接工藝要求相當(dāng)苛刻。為了保證平臺(tái)結(jié)構(gòu)使用的整體安全,焊縫金屬和焊接接頭的性能要求與母材完全一樣。采用低氫型或超低氫型堿性焊條可以防止冷裂縫和提高熱影響區(qū)韌性。為確保焊接接頭的韌性和抗脆斷性能,焊接熱輸入量通常限制在40~50 kJ/cm范圍內(nèi)。熱輸入量對(duì)冷卻速度和冶金因素的影響決定著焊接金屬的性能,當(dāng)焊接熱輸入量大時(shí),焊后從800℃~500℃的冷卻時(shí)間Δt8-5較長(zhǎng),則奧氏體晶粒粗化,冷卻后即得到較粗大鐵素體,焊縫金屬的硬度和韌性都會(huì)降低。但熱輸入量較小時(shí),冷卻時(shí)間Δt8-5時(shí)間較短,冷卻后焊縫可能會(huì)出現(xiàn)馬氏體,或者其含量增加,此時(shí)焊縫金屬硬度增加,韌性大為降低。
在焊接過(guò)程中通過(guò)控制層間溫度,以防止產(chǎn)生不均勻組織,降低焊縫硬度。為保證齒條焊接質(zhì)量和齒間距公差,避免裂紋,應(yīng)進(jìn)行:
(1)焊接性試驗(yàn) 根據(jù)齒條化學(xué)成分進(jìn)行碳當(dāng)量計(jì)算后,進(jìn)行齒條坡口焊接裂紋試驗(yàn)。(2)焊接工藝試驗(yàn) ①確定齒條對(duì)接焊縫坡口型式,測(cè)量焊接后齒條收縮余量,作為制定焊接工藝時(shí)的依據(jù)。通過(guò)分析對(duì)接焊縫變形數(shù)據(jù),確定齒條焊接順序。②齒條板的焊接方法是手工電弧焊立焊,需采用專(zhuān)門(mén)的焊條,焊前應(yīng)先把引弧板點(diǎn)好。焊接時(shí)應(yīng)采用兩個(gè)焊工對(duì)稱(chēng)施焊,先由一個(gè)焊工對(duì)一側(cè)焊縫進(jìn)行施焊2~3道,在對(duì)背面進(jìn)行打磨處理之后,由兩個(gè)焊工同時(shí)對(duì)稱(chēng)施焊(立焊)。③齒條板焊接過(guò)程中,應(yīng)隨時(shí)進(jìn)行尺寸檢驗(yàn),主要是直線(xiàn)度、水平度(即齒條板的平面度和拱高)及齒距。平面度和拱高檢驗(yàn)方法可以用激光經(jīng)緯儀和現(xiàn)場(chǎng)拉鋼絲結(jié)合進(jìn)行。齒距需要用樣板檢測(cè)。④齒條板焊完后,應(yīng)拿掉引弧板,兩端焊點(diǎn)打磨平整后作MT,然后進(jìn)行交驗(yàn),包括焊接檢驗(yàn)和尺寸檢驗(yàn)。⑤焊接完后進(jìn)行焊縫探傷。
1.3 齒條板焊接施工
本文結(jié)合海洋石油工程(青島)有限公司60.96 m自升式鉆井船制造工藝及關(guān)鍵建造技術(shù)研究成果,對(duì)齒條材料機(jī)械性能、坡口形式以及焊前、焊后處理等方面進(jìn)行確定。
(1)齒條材料機(jī)械性能
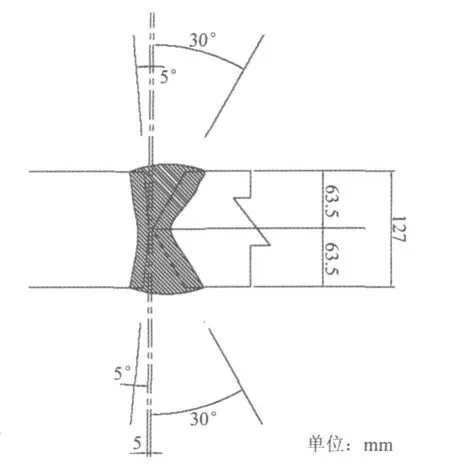
圖1 厚度127 mm齒條坡口形式

鋼號(hào) 屈服強(qiáng)度/MPa 抗拉強(qiáng)度/MPa沖擊溫度/℃ 沖擊功/J ASTM A514 GR.Q 690 770~930 -40 69
(2) 坡口形式 如圖1所示。
(3)焊前準(zhǔn)備 為防止產(chǎn)生裂紋和減少殘余應(yīng)力,在焊前需進(jìn)行預(yù)熱,預(yù)熱溫度為150℃,預(yù)熱范圍為焊縫周?chē)?6 mm,預(yù)熱采用電加熱器進(jìn)行,焊接過(guò)程中應(yīng)控制層間溫度,層間溫度控制在160℃~190℃,使層間溫度不低于預(yù)熱溫度且不超過(guò)250℃。
清除坡口內(nèi)及坡口邊緣兩側(cè)各20 mm范圍的氧化物、水、油、銹等對(duì)焊接質(zhì)量有影響的雜質(zhì)。
(4)后熱處理 焊后立即將焊縫及其附近區(qū)域加熱至200℃~210℃,保溫2小時(shí),然后用石棉布包好緩冷,控制冷卻速度,每小時(shí)不超過(guò)50℃。
(5)無(wú)損探傷 所有焊縫經(jīng)超聲波檢驗(yàn)后,無(wú)內(nèi)部焊接缺陷;正反面焊縫經(jīng)磁粉探傷檢驗(yàn)后,無(wú)表面焊接裂紋。
2 主弦管對(duì)接工藝
主弦管對(duì)接也稱(chēng)主弦管接長(zhǎng),一般在建造單位專(zhuān)用場(chǎng)地進(jìn)行,為了保證主弦管對(duì)接精度,需要制作專(zhuān)門(mén)胎架。胎架的位置要滿(mǎn)足定位、焊接、劃線(xiàn)等要求,胎架如圖2所示。
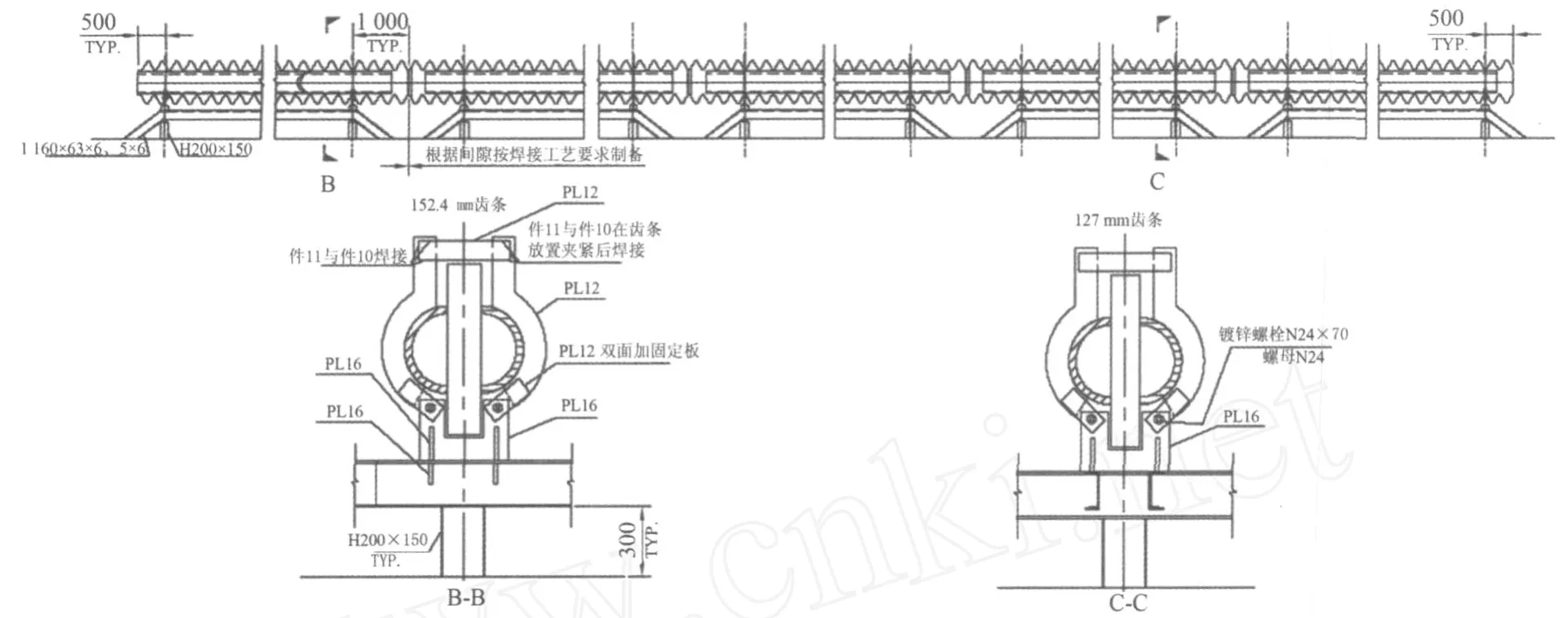
圖2 主弦管對(duì)接專(zhuān)用胎架示意圖
主弦管對(duì)接前,應(yīng)仔細(xì)查看每根弦管的來(lái)料尺寸檢測(cè)結(jié)果(主要有端部齒距、長(zhǎng)度、平面度、拱高等),便于對(duì)一些不合理的尺寸進(jìn)行適當(dāng)修正。
結(jié)合國(guó)內(nèi)外自升式鉆井平臺(tái)樁腿建造研究成果,本文制定出樁腿主弦管的對(duì)接工藝順序及焊接要求。①支胎,并交驗(yàn)。支胎應(yīng)當(dāng)注意胎架和對(duì)接縫的距離應(yīng)為1 m。②胎上定位時(shí),應(yīng)以齒條板的板厚中心線(xiàn)和縱向中心線(xiàn)進(jìn)行左右和水平定位(齒條板應(yīng)垂直于胎面)。左右及水平定位完成后,需要現(xiàn)場(chǎng)用加強(qiáng)材把主弦管緊緊固定到胎架上。③齒條板定位好后,進(jìn)行齒條板的焊接,焊接方法是手工電弧焊立焊。④齒條板焊完后,進(jìn)行交驗(yàn),包括焊接檢驗(yàn)和尺寸檢驗(yàn)。⑤利用胎架,轉(zhuǎn)動(dòng)主弦管,使其翻轉(zhuǎn)一定角度。⑥進(jìn)行半圓板和窗戶(hù)板的焊接,焊接方法是手工電弧焊,需采用專(zhuān)門(mén)的焊條,焊接時(shí)采用兩個(gè)焊工對(duì)兩個(gè)對(duì)接縫進(jìn)行對(duì)稱(chēng)施焊。⑦翻轉(zhuǎn)主弦管180°,進(jìn)行另一面半圓板和窗戶(hù)板的焊接。⑧焊接完后進(jìn)行焊縫探傷。⑨為防止產(chǎn)生裂紋和減少殘余應(yīng)力,齒條板和窗戶(hù)板在焊前都需進(jìn)行預(yù)熱,預(yù)熱溫度為150℃,預(yù)熱范圍為焊縫周?chē)s76 mm,預(yù)熱可以采用電加熱器進(jìn)行,焊接過(guò)程中應(yīng)控制層間溫度,使層間溫度不低于預(yù)熱溫度且不超過(guò)250℃,焊后應(yīng)控制冷卻速度,每小時(shí)不超過(guò)50℃。
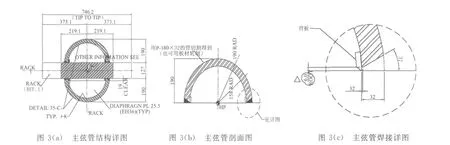
本文以中海油承建的60.96 m自升式鉆井船建造為例,采用齒條厚度為127 mm的主弦管。其詳圖、剖面圖、焊接詳圖如圖3所示。
對(duì)接后的主弦管,運(yùn)輸?shù)椒侄窝b配場(chǎng)地,與支撐管進(jìn)行樁腿單片的預(yù)制,然后進(jìn)行分段組裝。
3 結(jié)論
本文以中海油自升式鉆井船制造工藝及關(guān)鍵建造技術(shù)研究為例,通過(guò)對(duì)樁腿齒條板材料特性分析,研究了滿(mǎn)足樁腿精度要求的齒條板接長(zhǎng)和主弦管對(duì)接工藝技術(shù),并制定了相關(guān)要求,可供國(guó)內(nèi)自升式鉆井平臺(tái)樁腿建造參考使用。
[1] 孔祥鼎,夏炳仁.海洋平臺(tái)建造工藝[M].北京:人民交通出版社,1993.
[2] CCS.鋼質(zhì)海船入級(jí)與建造規(guī)范[S].北京:人民交通出版社,2006.
[3] CCS.海上移動(dòng)平臺(tái)入級(jí)與建造規(guī)范[S].北京:人民交通出版社,2005.
[4] ABS.Rule for building and classing mobile offshore drilling units[S].2001.
[5] ABS.Rule for building and classing steel vessels[S].2009.
[6] API.API2FPS[S].2005.
[7] 姜錫瑞.船舶與海洋工程材料[M].哈爾濱:哈爾濱工程大學(xué)出版社,1999.
[8] 歐貴寶,朱加銘.材料力學(xué)[M].哈爾濱:哈爾濱工程大學(xué)出版社,1996.
[9] 韓雨杰.自升式海洋平臺(tái)關(guān)鍵部位鋼結(jié)構(gòu)的監(jiān)造[J].中國(guó)海洋平臺(tái),2008,23(3):54-56.
Study on Chord’s Butt Joint Technology of Jack-up Drilling Unit
QIN Hong-de1, ZHU Ya-zhou1, HU Bo-sheng2
(1.Harbin Engineering University,Harbin 150001,China;2.Design Dept of CNOOC Engineering(Qingdao)Co.,Ltd,Qingdao 266520,China)
U674.38+1
B
1001-4500(2010)04-0042-04
2010-02-06
秦洪德(1976-),男,副教授,主要研究環(huán)境載荷與結(jié)構(gòu)設(shè)計(jì)分析。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03