純堿行業液氨球罐的檢驗和檢修
2010-09-08 06:04:34劉海杰
純堿工業 2010年3期
劉海杰
(唐山市特種設備監督檢驗所,河北 唐山 063000)
經驗交流
純堿行業液氨球罐的檢驗和檢修
劉海杰
(唐山市特種設備監督檢驗所,河北 唐山 063000)
針對唐山某堿廠200 m3液氨球罐焊縫產生裂紋的情況,進行了進一步的檢測和鑒定,分析了裂紋產生的主要原因是制造時消除殘余應力熱處理溫度不夠造成的。對缺陷徹底清除,對低于母材的焊縫進行補焊處理,重新做熱處理。修補采用CHE507焊條的手工電弧焊補焊接修復工藝。焊后采用現場整體熱處理消除焊縫應力,并做耐壓試驗,在水壓試驗當中做聲發射監測,確認修復質量。
液氨球罐;裂紋;焊接;修復
該設備自2006年10月投產使用,于2007年6月經檢驗發現,內表面焊縫出現大量的裂紋,裂紋走向平直,經磁粉檢測發現液氨球罐內表面焊縫產生裂紋56處,經打磨消除,最深達5 mm,經強度計算,滿足使用要求,未作進一步的處理,運行1年后開罐再次檢驗,又發現焊縫產生許多新生裂紋,球罐12條縱縫上均有5、6處裂紋,裂紋條數達60多處,長度5~20 mm,經打磨消除,最深處同樣達5 mm。液氨球罐技術參數:設計壓力1.08 MPa,設計溫度-10~8℃,最高工作壓力0.8 MPa,規格φ7 100× 20,筒體材料16MnR,外部有保溫。
1 液氨球罐的檢驗、檢測
1.1 金相檢測和化學成分
對焊縫、熱影響區、母材進行了現場金相檢測,經檢測金相組織基本正常,焊縫上的組織為鐵素體+貝氏體+索氏體,晶粒有點粗大,基本正常,熱影響區和母材為鐵素體+帶狀珠光體,金相組織正常;
在液氨球罐焊縫上取樣,經專業部門進行化驗,焊縫材料的化學成分見表1,出廠資料上焊材的化學成分見表2。從表1中發現出入比較大的是磷的含量增加很多,國家有關標準要求焊材和母材的硫磷的含量均小于0.03,比照標準焊縫磷的含量超標,磷的超標加大了焊縫產生裂紋的傾向。
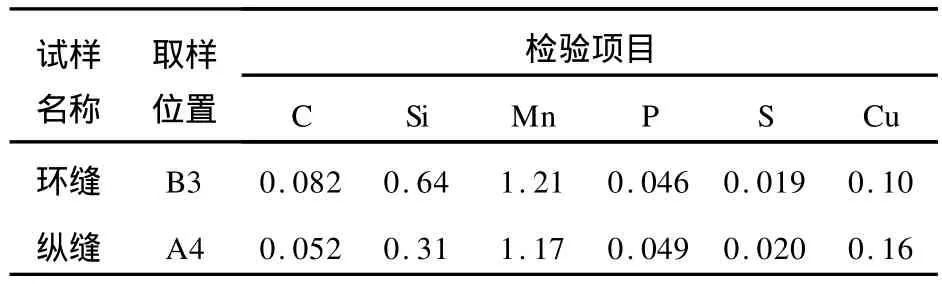
表1 焊縫取樣化學成分
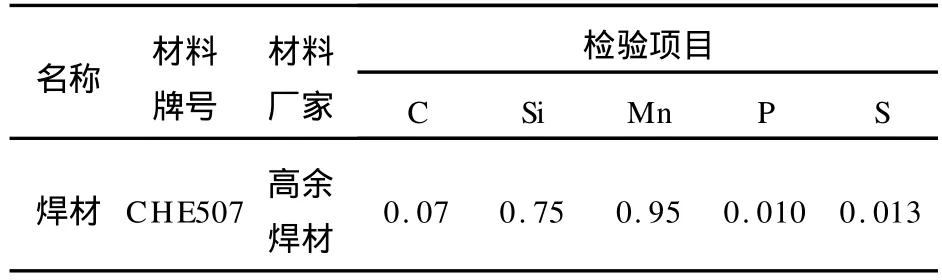
表2 出廠焊材化學成分
1.2 焊縫表面擴探檢測
對此罐外表面和所有角焊縫進行了磁粉檢測或滲透檢測,經檢測發現外表面上環A4-A5,A9-A10丁字口沿處均有2~3條裂紋。經打磨消除,深度小于3 mm,角焊縫未發現裂紋。
1.3 焊縫內部檢測
對此罐的焊縫進行了100%的超聲波檢測,采用兩面四側檢測,發現2處超標缺陷,上環距A5-A6縱焊縫450 mm上有1處長20 mm深12 mm自身高度為5 mm的超標缺陷,上環距A12-A1縱焊縫700 mm處有一長80 mm,深8 mm自身高度為6 mm的超標缺陷(此處深為距內表面的距離)。對上述2處超標缺陷進行了射線檢測,發現缺陷為條狀夾渣,缺陷為斷續未熔伴有夾渣。
2 修復方案
根據裂紋產生原因,特制訂以下修復方案:對焊縫表面裂紋進行徹底打磨,消除所有裂紋,對低于母材的焊縫進行補焊處理;對焊縫內部缺陷未熔合進行炭弧氣刨清除,用砂輪打磨補焊坡口,消除滲碳層,并用滲透檢測合格后補焊補焊后進行表面磁粉檢測和焊縫內部超聲波和射線檢測。檢測合格后所有焊縫進行消除應力熱處理,熱處理溫度為625 ±25℃,保溫80 min,熱處理后進行焊縫表面磁粉檢測,最后進行耐壓試驗,在耐壓試驗中進行聲發射檢測,進一步確認焊縫質量。
3 補焊工藝及焊后應力消除
3.1 補焊工藝
1)焊前準備:補焊前應將焊縫周圍50 mm范圍內的污垢、漆皮、水銹等都必須清除干凈,用砂輪打磨,直至露出金屬光澤,并徹底清除缺陷并經磁粉檢測,確認缺陷已消除干凈,以防焊接過程中產生缺陷,。對于16MnR的焊接,選用國產J506R手工電弧焊條。焊前焊條以350℃恒溫2 h進行烘干,放于保溫筒內隨用隨取。
2)焊接工藝參數的選擇
16MnR屬于高強度低合金鋼,應當注意其線能量不宜過大,太大的線能量將會造成焊縫金屬冷卻速度過慢,接頭的過熱區增寬,使晶粒粗化,影響塑韌性;但也不能過小,太小的線能量將使接頭從800℃降至500℃時的冷卻速度加快,可能形成淬硬組織而產生冷裂現象。根據經驗和工藝評定,低合金鋼的線能量控制在10~35 kJ/cm,能獲得滿意的綜合性能。對此罐的焊接參數選用見表3。
3)手工電弧焊焊接工藝及要求
手工電弧焊采用直流反接。焊接過程中,層間必須用砂輪修磨,以防夾渣。
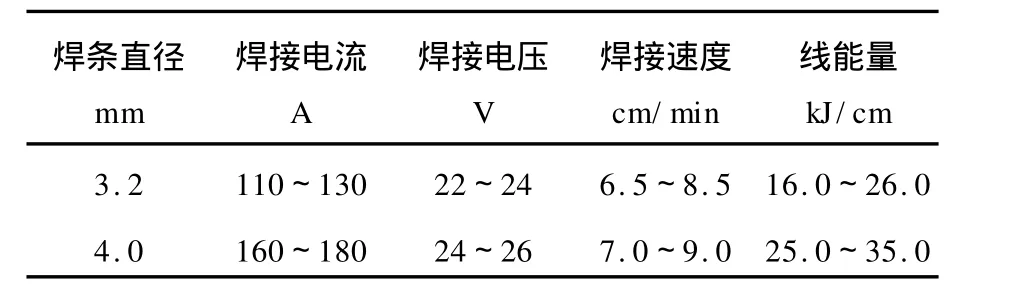
表3 焊接工藝參數
4)焊后檢驗
補焊48 h后,對補焊部位進行表面和超聲波或射線檢測,焊縫無損檢測執行JB/T4730—2005標準。本次液氨球罐裂紋修復共補焊44處。經檢查所有焊縫外觀成形和焊縫兩側均熔合良好;焊縫外的引弧傷疤、飛濺物均用砂輪修磨除掉;焊縫表面、根部進行磁粉或著色檢測無裂紋;挖補部位焊縫進行超聲波探傷,符合JB/T4730.3—2005標準的要求,Ⅰ級合格,并經射線檢測,符合JB/T4730.2—2005標準的要求,Ⅱ級合格。
3.2 焊后殘余應力的消除
焊后焊縫進行消除應力熱處理。采取燃油的方式進行整體熱處理,測溫點布置為16點,具體熱處理溫度控制見圖1:
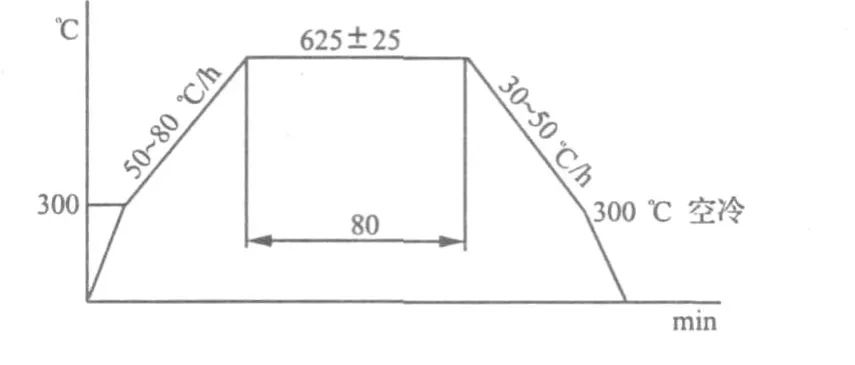
圖1 熱處理溫度控制圖
4 耐壓試驗
采用水壓試驗,在水壓試驗當中采用聲發射對此罐進行檢測,確認是否有活性缺陷源的存在,聲發射監測從1.08 MPa到試驗壓力1.35 MPa,均勻升壓,升壓時間15 min,保壓1.55 MPa,時間30 min;從1.08~1.31MPa均為升壓,升壓時間為15 min,保壓1.31 MPa,時間為30 min(依次升壓,保壓)主要監測過程是一次升壓,一次保壓,二次升壓,二次保壓。本次試驗監測一次升壓、一次保壓中監測的信號非常多,通過分析是現場環境,容器自身等干擾所致,本次監測數據依二次升壓、二次保壓采集為主,并進行數據分析:
1)二次升壓中監測到的信號源:
①上環A6板所在環縫區域,信號強度平均值為51.0 db;②上環A3板所在環縫區域,信號強度平均值為49.9 db;③在A7-A8縱縫上有一區域,信號強度平均值為59.1 db。
2)二次保壓中監測到的信號源:
④下環A5板所在環縫區域,信號強度平均值為53.0 db;⑤下方環 G2板與 G4板相交焊縫所在區域,信號強度平均值為50.6 db;⑥上環A9板所在環縫區域,信號強度平均值為53.9 db;⑦在A8-A9縱縫上有一區域,信號強度平均值為50.8 db。
從以上數據分析得出:二次升壓與二次保壓之間無重疊區域聲發射源,對以上信號進行評級①~③為B級,④~⑦為C級。為安全起見,經超聲、磁粉復探,無缺陷,可以繼續使用。
5 結 論
1)裂紋產生的主要原因是制造時消除殘余應力熱處理溫度不夠,焊接殘余應力未能消除,加上疲勞載荷及盛裝的液氨介質本身因素,綜合所致應力水平過高;
2)焊縫熔敷金屬磷含量遠遠超過國家規范,磷含量超標,加大了裂紋產生的幾率,也是裂紋產生的原因之一;
3)為了降低裂紋產生的幾率,重新做熱處理消除殘余應力,降低焊縫應力水平;
4)使用中加強卸車時液氨中水分的監測;
5)采用新型檢測技術,聲發射監測可以進一步確認返修后的焊縫質量,確保罐體安全運行。
本次檢驗及檢修消除了球罐缺陷,排除了安全隱患,保證了唐山某堿廠的正常生產,為該企業節約資金200余萬元,得到了企業的好評,對純堿行業液氨球罐檢驗及檢修有重要的參考價值。
TQ 053.2
B
1005-8370(2010)03-23-03
2010-04-07
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
設備管理與維修(2015年12期)2015-04-09 06:57:24
