輾環工藝生產環形件過程中模具粘結金屬的解決方法
2010-09-06 10:57:46安徽省小小科技實業有限責任公司江立權
河南科技 2010年16期
安徽省小小科技實業有限責任公司 江立權
輾環工藝生產環形件過程中模具粘結金屬的解決方法
安徽省小小科技實業有限責任公司 江立權
輾環是環形件特有的成形方法,本文通過對輾環工藝原理和模具結構的分析和闡述,解決了生產過程中模具粘結金屬的現象。
一、輾環工藝原理
輾環又叫擴孔,是環形件特有的成形方法之一。工作原理如下圖所示。輾壓輪與芯輥旋轉中心軸平行,輾環時,電機通過減速箱驅動輾壓輪旋轉,輾壓輪通過它與環坯件之間的磨擦力曳入毛坯并連續地施壓,環形坯件之間的磨擦力帶動芯輥轉動,同時輾壓輪與芯棒之間的中心距逐漸縮小,直至變形結果。經輾環變形的工件,截面積和徑向厚度都減小,環形件外徑和孔徑都相應地增加。因此,輾環主要是每項向壓縮切向延伸的鍛造過程。當工件與信號輥接觸時,表示已達到預定尺寸,信號輥發出停碾的信號,碾壓輪完成碾壓任務退回到原始位置。
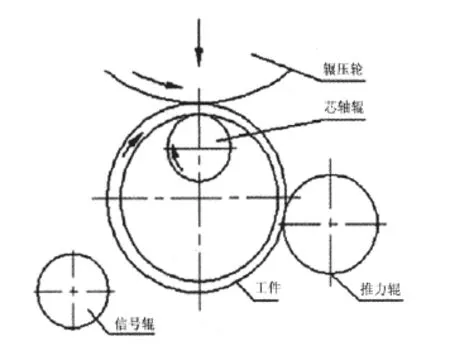
輾環工作原理圖
二、輾環的模具結構
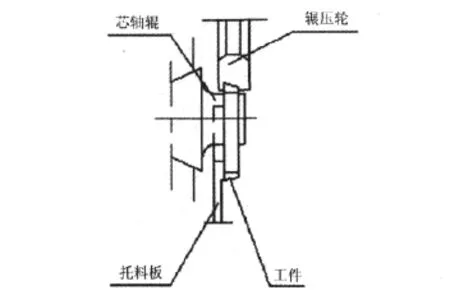
輾環的模具包括輾壓輪、芯軸輥、信號輥和托料板等。結構如下圖所示:
三、粘結金屬現象
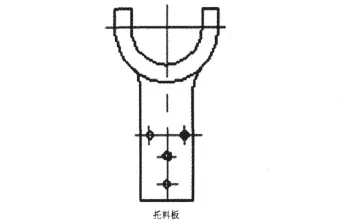
一個外錐環環形件在試模階段一切正常,生產一段時間后,發現在托料板靠近圓弧的外端面結了一層象柏油一樣的金屬,而且越積越多,工件的接觸面也凹凸不平,外形尺寸也超出了控制范圍,根本無法再生產。剛開始認為可能是托料板端面不平整,與工件接觸面小所造成,就把托料板端面加工平整。安裝后再試,開始幾件正常,之后又出現同樣的問題。
四、原因分析
托料板在輾壓過程中支撐工件,使工件軸心線與芯輥、輾壓輪軸心線保持平行,具有穩定輾制的作用,通過觀察對比,粘結的金屬主要是托料板和工件的磨損造成。輾壓外錐體環件是大端靠托料板,環坯靠緊托料板,輾壓平穩,但同時磨擦力也增大,增加了托料板表面磨損,而且生產過程中沒有及時潤滑和冷卻,與高溫的坯料接觸,托料板表面已退火,硬度低或冷卻不夠,表面磨損使粗糙度提高而粘結金屬。經洛氏硬度計檢測,托料板接觸面硬度值僅10HRC,甚至更低,無法滿足正常生產所需硬度45-20HRC的要求。
五、解決方法
經過原因分析,采取如下措施:托料板的材料碳素結構鋼45和50,硬度45-20HRC;為提高輾壓件的質量,增加模具的使用壽命,輾壓時要對模具進行潤滑;潤滑劑具備隔離工件與模具表面,減少模具磨損,有助于工件脫模,保證工件與模具接觸時間最短,對輾環有較好的隔熱性能,避免因熱傳導使托料板溫度升高退火而硬度降低。
六、結束語
改進后再生產,沒有出現類似現象,而且工件表面光滑、平整。實踐證明,方法可行有效。
