淺談薄壁零件的加工
2010-09-05 08:17:22廣東省冶金技工學校劉展華
河南科技 2010年12期
廣東省冶金技工學校 劉展華
淺談薄壁零件的加工
廣東省冶金技工學校 劉展華
本文是作者通過自身多年的生產實踐,積累了豐富的經驗而撰寫。在實際生產過程中,經常會遇到各種不同類型的薄壁零件。在加工過程中不能直接利用現成的車床夾具進行加工,而應對其結構進行工藝分析,并根據其加工特點和工裝進行分析探討。經過生產實踐,能夠對薄壁零件采取有效措施,使其加工順利進行,從而達到零件圖紙要求和各項技術指標要求,這對保證產品的質量,提高生產效率具有重要意義。
薄壁零件工裝夾具加工方法
引言
隨著科技和生產的發展,機械設計與制造中具有特殊用途的薄壁零件越來越多。薄壁零件是由于各種機械設備中的結構特點和用途而設計及制造出來的,不同的薄壁零件往往在結構上、材質上和技術要求上等方面都有差異,所以其機械加工的工藝性變得復雜,給加工帶來了各種技術上棘手的問題,特別是工裝問題。為此應對薄壁零件的加工工藝性進行技術分析,選用合理的裝夾方法,設計與制造出正確的夾具,并進行有理有據的深度實驗,為今后在加工薄壁零件時奠定了堅實的基礎,從而為保證產品的質量,提高企業的生產效率提供了實際性和創造性的理論依據。
一、薄壁零件的工裝問題分析
在生產實踐中,薄壁零件的結構類型是多種多樣的,所以在機床上加工薄壁零件時,為了保證工件被加工表面的尺寸、幾何形狀和相互位置精度等,必須將工件正確地安裝到機床上。工件的安裝一般包括定位和夾緊兩個過程:即首先應使工件相對于機床及刀具占有一個正確的位置,這就是工件的定位;然后將工件固緊在這一既定位置上,使之不至因受切削力、重力、離心力或慣性力作用而發生位置改變,這就是工件的夾緊。
工件的安裝一般有兩種方式:
1.直接找正或按劃線找正安裝。將工件直接安放到機床工作臺或通用夾具(如車床上的花盤、三爪卡盤、四爪卡盤等)上,按工件的某一表面或劃好的線,逐個找正工件相對于機床和刀具的位置,然后夾緊工件。這種安裝方法操作簡單,且能較好的適應工序或加工對象的交換,但生產效率低、精度不高,勞動強度大,故一般只用于單件或小批生產。
2.采用專用夾具安裝。在生產批量較大或有特殊需求時,常采用專門為某一零件的某一工序而設計的專用夾具進行工件的安裝。這時不需劃線和找正,只要將工件安放在夾具中,即可確定工件與機床及刀具之間的正確位置,并將工件夾緊。
二、薄壁零件課題的選擇
薄壁零件的結構形狀是多種類型。在本文中選擇了在工廠加工其中一批數量大的薄壁零件進行論述。包括夾具設計、工裝、工藝、刀具和加工等方面。
1.薄壁零件的工藝分析。該薄壁零件的加工部位為180mm外圓錐面、右端面和R100mm的內圓弧面,而且這些表面的加工要求較高。裝夾該工件時必須使工件的右端面與車床主軸的中心線垂直,所以選用設計與制造專用夾具進行裝夾進行切削加工,以保證質量、提高生產效率。
由于該薄壁零件的材料屬于軟材料,所以夾具設計采用外夾內頂的辦法。
2.薄壁零件的夾具設計與制造:(1)外圓夾具。加工時,為了使工件的右端面處于垂直位置。用夾具套入工件的左端進去,然后用4個均勻分布的螺釘擰緊,從而夾緊工件的外圓表面。外圓夾具的加工方法:①材料:選用45#棒料,外徑尺寸為190mm,長度為160mm。②用三爪卡盤夾持毛坯一端,找正,夾緊后車平一端面,車外圓至尺寸為180mm。③掉頭夾持180mm一端,找正,夾緊后車平端面,保證長度為150mm。車外圓至尺寸為180mm。④鉆孔、車孔、車內錐面至要求。⑤鉆4個均勻分布的16孔,然后攻螺紋M16。(2)拉桿和壓蓋。工件的內孔采用從車床主軸箱的主軸內孔一端穿進圖示的拉桿。用拉桿的件1的軸肩頂住主軸的左端。拉桿的右端穿進壓蓋,通過螺母擰緊,這樣壓蓋頂住內孔表面。①拉桿中件1的加工方法:a.材料選用A3鋼板,厚度為20mm,氣割外圓為100mm;b.用三爪卡盤夾持毛坯一端,找正。夾緊后車外圓到90mm;c.掉頭夾持另一端,找正。夾緊后車外圓到90mm;d.鉆出30mm的孔,孔兩端倒角。②拉桿中件2的加工方法:a.材料選用45號圓鋼,規格尺寸(30×1275mm);b.車兩端面至長度尺寸1270mm;c.車螺紋M30至圖示尺寸。③件1和件2通過焊接至圖示位置。④壓蓋的加工方法:a.材料選用A3鋼板,厚度為23mm,氣割外圓為130mm;b.用四爪卡盤夾持,車平兩端面至尺寸為20mm;c.用三爪卡盤夾持毛坯一端,找正。夾緊后車外圓到120mm; d.掉頭夾持另一端,找正。夾緊后車外圓到120mm; e.鉆出45mm的孔;f.制作心軸,車出外圓錐面及圓角。(3)薄壁零件在車床上的工裝(見圖)。
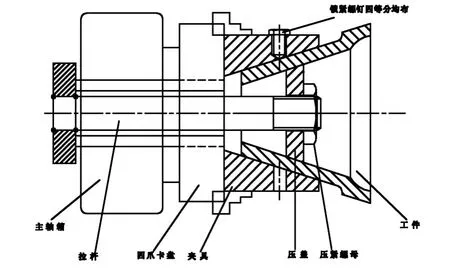
工裝圖
工裝的幾點要求:①用四爪卡盤夾緊夾具時,需用劃針對夾具進行找正,因為夾具被夾緊后就不再松開了。裝夾工件時是通過操作鎖緊螺釘、壓緊螺母、拉桿、壓蓋等零件來完成。②為了避免四爪卡盤的四爪對夾具的夾緊力通過鎖緊螺釘作用到工件上,因此夾緊夾具時,夾具上的四個鎖緊螺釘的位置應分別錯開四爪卡盤的四爪45°角。③裝夾工件時,需用劃針對工件進行找正。
3.制作R100的樣板刀具,材料選用高速鋼(白鋼刀):①選用厚度為2mm的A3鋼板,用線切割方法加工出圓弧樣板;②修磨和拋光樣板車刀,用圓弧樣板配做,同時將車刀后角磨大些。
4.薄壁零件的加工工藝過程:①將毛坯裝入專用夾具中,找正;①車右端面至圖示尺寸;③用轉動小滑板法車出長度為30mm,錐度1∶5的圓錐面至圖示要求;④用樣板車刀車出R100的內圓弧面至圖示要求。
5.加工中其他的幾點要求:①每次裝夾工件時,應注意找正工件;②車削圓弧時,為了減少刀架移動時的移動,采用鎖住大拖板,利用中拖板和小拖板的配合進給。精車時,用油石修磨圓弧刀刃,同時盡可能選取較低的切削速度,使圓弧面更為光滑;③車削圓弧時,為了保證圓弧的精確性,采取試切法,用檢測樣板檢測和較正后,調整好車刀的位置再切削。
三、結束語
在生產實際加工過程中,會遇到各種不同形狀的工件,有的可用常規加工方法,有的必須進行工裝。針對薄壁零件的加工也是不相同的,應根據不同形狀采取不同的工裝。但設計制造夾具時的目的都是為了便于加工工件,保證工件質量,降低成本、提高效率。
[1]孫大涌.先進制造技術.機械工業出版社,1999
[2]宋殷.機床夾具設計.華中理工大學出版社,1990
[3]張恩生.車工實用技術手冊.江蘇科學技術出版社,1999
[4]張魯陽.工程材料.華中理工大學出版社,1990
[5]崔永茂,葉偉昌.金屬切削刀具,機械工業出版社,1991
book=124,ebook=77
