基于 PLC的有色冶金廢水處理控制系統
2010-08-31 01:16:58劉曉毛
銅業工程 2010年2期
劉曉毛,郭 棟
(水口山有色金屬集團公司,湖南衡陽 421513)
基于 PLC的有色冶金廢水處理控制系統
劉曉毛,郭 棟
(水口山有色金屬集團公司,湖南衡陽 421513)
介紹了基于 PLC的有色冶金廢水處理控制系統,應用先進的MPI通信、Profibus現場總線控制系統和工業以太網技術,展開系統實施。系統具有實時性、可操作性、穩定性、可擴展性能等方面的優勢,提高了企業的自動化控制水平和經濟效益,促進企業節能減排,實現可持續發展。
PLC;MPI;Profibus;以太網;工控機
1 引言
有色金屬冶煉過程中會產生大量的工業廢水,該種廢水含有多種重金屬離子且濃度較高。為了實現達標排放,需要進行多道工序的處理。為落實國家節能減排目標,湖南某有色集團特從美國引進專利——電絮凝處理技術,并且對該技術進行消化,成功應用于實際工業冶金廢水處理。
隨著我國工業經濟的發展,工業廢水處理的發展趨勢必然是朝著自動化程度較高的方向發展,近年來由于計算機控制系統地位在企業自動化進程中的確立,以可編程控制器 PLC、現場總線 Profibus-DP、MPI網絡以及工業以太網 (Industry Ethernet)組成的集散控制系統在工業自動化領域代表了前沿的發展水平,在湖南某有色金屬集團,由該系統組成的有色冶金廢水處理自動化裝置及網絡已得到了成功應用。
2 冶金工業廢水電絮凝處理工藝簡介
廢水處理工藝流程如圖 1所示。工業原水經管道被引流到均化池,也稱原水池。均化池的作用是將流量不穩定的原水積累起來保證進入后面工藝的水量恒定;另一個作用是曝氣,將沉淀的污泥與原水充分的混合,形成渾濁的原水。原水經集水井由提升泵將其引流入 pH調節池。pH調節池包括兩部分,一部分是攪拌池,是向原水中加由石灰乳制備間提供的石灰乳使其pH值穩定在 8.5~11之間;另一部分是斜板污泥池,加過石灰乳的原水經攪拌池從該池底部注入,其中清液經斜板流到引流槽進入電絮凝設備;污泥由泵抽出送到污泥井。清液在電絮凝設備中處理后,轉化為有泡沫的綠色絮體混合液,同時在絮凝槽底部裝有氣動閥初步去除污物。綠色絮體混合液由加壓泵經專用管道進入除泡池,在除泡池上部有向該池中加“絮凝劑”的裝置,經攪拌,混合液中的絮體在與除泡池相連的斜板二沉池中下沉到底部,經吸刮泥機將污物排入污泥井,污泥井中的污物經壓濾再次冶煉,至此重金屬離子已被完全回收;而上部清液經斜板由引流槽進入中間水池,后經離子交換軟水器后,進入回用水池,而此時的回用水池中的水已基本滿足外排或再次使用的要求。
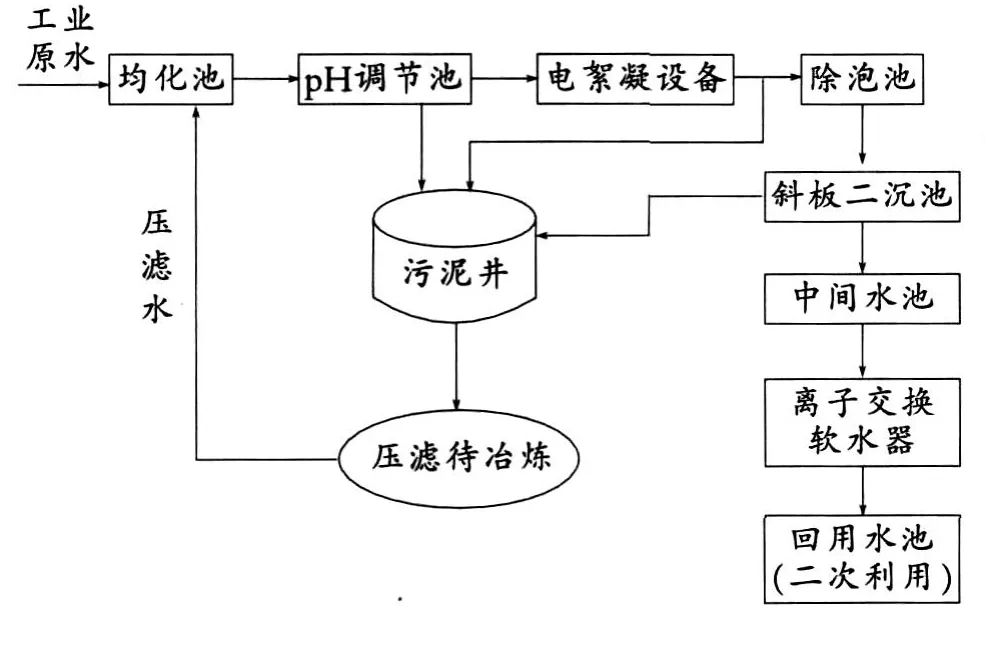
圖 1 有色冶金工業廢水電絮凝處理工藝簡圖
3 自控系統結構設計
在整個系統中,以西門子中型 PLC S7-300為核心,W inCC監控軟件為界面,配套以 Profibus-DP現場總線、MPI網絡、工業以太網通信連接模式組成的互聯網監控及管理,設計由下而上分三層網絡控制方式來實現。
3.1 現場級
現場級是系統網絡的最基層,與工廠現場設備相連,包括:西門子 S7-300 PLC、控制總線 Profibus -DP、電絮凝設備電控柜和現場的被控設備。現場監控設備有變頻器、pH計、液位計、流量計、電導儀、泵等。在過程控制領域,尤其是在工業廢水處理控制中,Profibus-DP總線應用的非常廣泛,與西門子PLC也有很好的兼容性,在本廢水系統主要用于實現電絮凝設備電控柜與 PLC的通信,其通信速率為9.6~12Mbit/s,傳輸介質采用雙絞線[1]。液位、流量、電導、pH值、鎘含量等模擬量信號和泵等的開關量數字信號連接至 PLC,實現信息監控。通過泵旁的現場控制箱上的“自動 -停 -手動”標簽選擇“自動”就能在工控機上控制其啟停。
3.2 監控級
監控級主要是利用帶有監控軟件W inCC的工控機和可編程控制器 PLC之間的數據通信,即:對各個池、泵的各種模擬量和數字量、電絮凝設備電控柜送來的電絮凝設備操作信息等進行監視控制。系統中工控機是集生產一線信息的動態顯示、控制報警、歷史曲線顯示、重要參數上下限修改、組態報表打印系統于一體的操作工作站。監控級工控機與 PLC之間的通信通過MPI通信卡 CP5611,將計算機連接到MPI網絡,實現計算機和 PLC的信息交換。MPI通信是一種簡單經濟的通信方式,物理層是 RS-485,通信速率為 9.2k~12Mbit/s,最大通信距離 50m。
3.3 管理級
管理級主要是以廠調度中心作為客戶機,采用工業以太網將現場設備生產信息經MOXA工業交換機遠傳至廠調度中心,工業以太網提供了針對制造業控制網絡數據傳輸的以太網標準,該技術利用了交換以太網結構,有很高的網絡安全性、可操作性、時效性和開放性,是企業信息化的基礎,速率為 10~100 Mbit/s。本廢水處理系統通過CP343-1西門子工業以太網模塊實現自動化系統 S7-300通信,可以方便高層管理人員通過 TCP/IP協議訪問以交換機作為服務器,了解廢水處理實時情況及設備運行狀況。
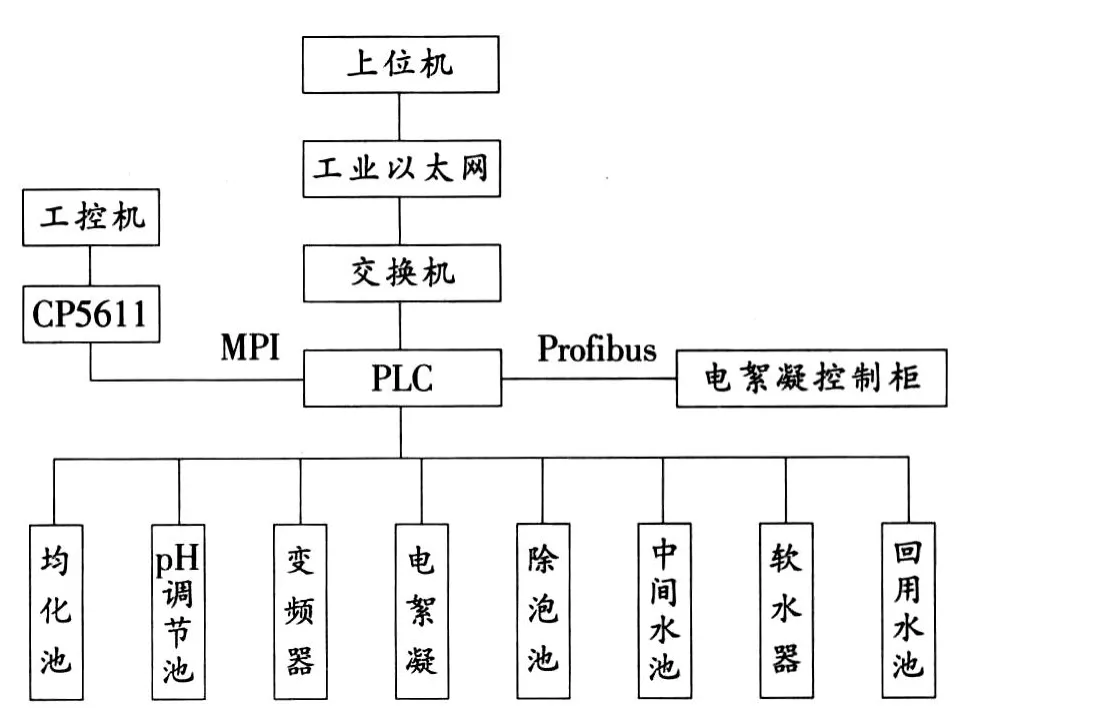
圖 2 系統網絡結構圖
4 系統配置
4.1 現場級、監控級硬件配置
這兩部分的硬件主要包括:工控機部分、PLC部分、電絮凝設備電控柜及底層設備。系統中工控機采用研華 IPC-610L,能基本滿足廢水處理系統的監控要求,并且監控畫面采用W inCC V5.3組態軟件設計,選擇W inCC是因為它是西門子公司開發的自動化視窗控制中心,是該公司自動化領域的代表軟件,所以它和西門子 PLC通信具有得天獨厚的優勢[2]。PLC部分選用西門子 S7-300,它是整個廢水處理系統的核心,其特點是:循環周期短、處理速度快;指令集功能強大,可用于復雜功能;有不同檔次的 CPU,各種各樣的功能模塊和 I/O模塊可供選擇,產品結構緊湊,可用于空間有限的場合。CPU選用“CPU312”,適合于全集成自動化和對處理速度中等要求的應用,其運行時需要一個作為數據和記憶存儲的微型存儲卡 (MMC卡)。信號模塊,包括模擬量 I/O和數字量 I/O,A I S M331和 AO S M332分別為 4個、1個;D I S M321和DO S M322分別為 2個、1個,該信號模塊直接與底層設備送來的模擬、數字信號通信。電源模塊采用 PS 307將UPS電源提供的交流市電轉換為所需的 24V直流工作電壓。電絮凝設備電控柜,其核心部件 CPU采用西門子公司產品,操作模式分為自動運行、手動運行兩種方式,它的作用是以 Profibus-DP總線方式連接 PLC,將電絮凝設備的各種運行狀況提供給 PLC監控,使操作員時刻了解設備的運行狀況。底層設備包括智能化儀表和泵、閥、變頻器等執行機構。
4.2 管理級硬件配置
該層硬件(待實現)包括:廠調度中心上位機、交換機部分、工業以太網網絡。廠調度中心上位機選DELL服務器仍然采用西門子W inCC監控軟件,在 PLC柜中添加 CP343-1西門子以太網模塊,通過雙絞線連接至工業級光電轉換器,拉光纖于較遠的廠調度中心MOXA交換機上,再通過雙絞線接至調度中心上位機,完成以工業交換機為服務器的工業以太網通信。由于該交換機有 2個光纖口,所以另一個未用的光纖口為以后系統擴展備用。
5 軟件配置
5.1 控制軟件
該系統 PLC的編程工具選用西門子 STEP 7 V5.3,STEP應用程序的編程在對程序進行結構設計和數據結構設計的基礎上,依據從下向上的方法進行,即被調用的 FC和DC首先建立,然后依次在更高層次上建立邏輯塊,直至全部塊建立,也就是從上而下建立結構,從下而上豐富完善內容。
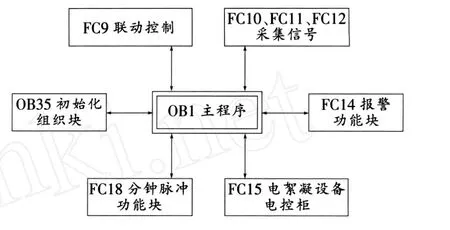
圖 3 控制軟件數據塊圖
5.2 監控軟件
在該工業廢水處理系統中,由于 PLC選用的是西門子 S7-300,所以監控層上位機、廠調度中心客戶機就都選用W inCC,監控軟件選擇W inCC有比較大的優勢,即:易于擴展、組態方便、功能強大、通信簡單。系統中監控軟件分為:系統工藝流程圖、重要參數顯示與報警、石灰乳泵變頻調節畫面、現場泵的啟停控制的操作畫面、實時歷史曲線畫面、重要參數表格打印、高權限用戶管理調節設置部分。整個監控軟件中系統工藝流程圖是監控的主畫面,其它各畫面都有相應的按鍵切換。
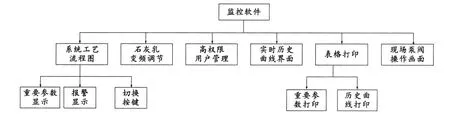
圖 4 監控畫面方框圖
6 系統功能
該工業廢水處理系統選用以西門子 S7-300 PLC為核心的控制系統,監控工控機配以 STEP 7編程軟件及W inCC監控軟件作為操作人員的監控畫面。整個工控機人機界面友好,操作方便,現場設備及儀器儀表通過智能 I/O與 CPU通信。對現場設備和儀器儀表進行監控,如:均化池 2個液位,初沉池 9個 pH計、3個液位、1個電導,電絮凝設備進水1臺電磁流量計,除泡池 1個 pH計,中間水池液位1個、電導 1個、pH計 1個,回用水池液位 1個,鎘離子含量檢測儀 1臺,出水流量 1臺電磁流量計,底層設備中液位計、電導儀、pH計都選用的是 E+H產品,性能可靠,安裝方便靈活,這些儀器儀表的信息在對應的“系統工藝流程圖”中進行集中監視管理[3]。對變頻器控制下的石灰乳泵向 pH調節池加的石灰量進行自動調節。對均化池 6臺引水泵和 1臺提升泵、pH調節池 2臺泵、污泥井 2臺泵、離子交換軟水器 6臺水泵和回用水池 2臺水泵,只要控制箱上對應的開關打到標簽“自動 -停 -手動”上的“自動”檔指標上,監控室工控機就能在相應的畫面中對這些泵進行啟停控制。工控機界面對液位、pH值、電導和各種執行泵閥等各種參數的越位報警、實時曲線、歷史曲線等都進行顯示、處理。電絮凝設備配置了“電絮凝設備電控柜”于現場,實現現場實時操控,提高了生產的安全性和高效性,并將某些重要的參數與 PLC直接進行 Profibus-DP通信,提高了整個系統的穩定性。更高一級的管理級通信 (待實現)采用工業以太網通過交換機將工業現場信息傳送給高層管理者,供下一步決策參考使用。整個控制系統結構緊湊、信息處理和共享傳送時效性較強。

圖 5 工控機監控畫面
7 結束語
基于 PLC的廢水處理控制系統在湖南某集團公司的成功運用,充分發揮了廢水處理裝置的效能,實現了廢水達標排放。忽略經處理后的潔凈水的價值,單從鋅、鉛、鎘和砷等重金屬離子回收的角度觀察,每年減少工業固體污物量排放超過了 2000t,直接或間接產生的經濟效益每年約 100余萬元。雖然該系統是針對冶煉工業廢水處理的,但也易于在制藥、化工和造紙等工業領域節能環保項目推廣。
REFERENCES
[1] 吳飛.德興銅礦礦山廢水治理現狀及其前景[J].銅業工程, 2000,(1):27-29.
[2] 王曙光,楊春杰,魏秋月,等.S7-300/400 PLC入門與開發實例[M].北京:人民郵電出版社,2009.
[3] 晁陽,胡軍,熊偉.可編程控制器原理應用與實例解析[M].北京:清華大學出版社,2007.
[4] 王再英,陳毅靜.過程控制系統與儀表[M].北京:機械工業出版社,2006.
PLC-based control system for non-ferrousmetallurgy wastewater treat ment
L IU Xiao-mao,GUO Dong
(shuikoushan nonferousmetals group co.,LTD,Hengyang,421513)
This paper introduces the PLC-based control system for non-ferrous metallurgy wastewater treat ment.The system used advancedMPI communication,Profibus Fieldbus control system and industrial Ethernet for application.It’s have the advantage with real-time,operability,stability,scalability for improving the corporate’s automation level of control and economic benefits and promoting enterprise energy conservation,sustainable development.
PLCMPIprofibus ethernet IPC
book=86,ebook=5
X756
B
1009-3842(2010)02-0086-04
2010-02-04
劉曉毛(1963-),男,湖南常寧人,高級工程師,主要從事計控技術應用與管理工作。E-mail:sksliuxiaomao@163.com
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
家庭影院技術(2017年9期)2017-09-26 03:41:45
工業設計(2016年12期)2016-04-16 02:52:00