板坯浸入式水口穿鋼的原因分析與對策
2010-08-25 00:38:06王飛日王新志劉海強高新軍尹曙昶
河南冶金 2010年4期
關鍵詞:裂紋
王飛日 王新志 劉海強 高新軍 尹曙昶
(安陽鋼鐵股份有限公司)
板坯浸入式水口穿鋼的原因分析與對策
王飛日 王新志 劉海強 高新軍 尹曙昶
(安陽鋼鐵股份有限公司)
對造成板坯浸入式水口穿鋼的原因進行了分析,從耐材材質、水口烘烤及作業規范上提出了相應的改進措施。改進后,水口穿鋼現象明顯減少,取得了良好效果。
耐火材料 連鑄 性能分析
0 前言
浸入式水口(SEN)是連接在中間包和結晶器之間的關鍵性耐火材料,對實現保護澆注,穩定結晶器流場和結晶器液面,保證連續澆注的穩定性起著至關重要的作用。現代高效連鑄對實現鋼水保護澆注,提高鑄機作業率要求嚴格,因此需要選擇熱震性良好、耐侵蝕性好的浸入式水口,以實現多爐連澆,保證澆注的鋼水質量。安鋼寬板坯浸入式水口在使用過程中經常出現水口穿鋼事故,嚴重影響鑄坯質量及生產穩定,為此對浸入式水口穿鋼的原因進行調查分析,以期制定相應的控制措施。
1 浸入式水口使用基本狀況及存在問題
安鋼寬板坯浸入式水口基本情況:①采用鋁碳系滑板式浸入式水口,渣線部位選用鋯質復合層,結構形式不吹氬,使用壽命 8~16爐;②水口在線預熱時間小于2 h,烘烤溫度在1100℃以上;③上、下水口板間采用氬氣密封;④使用過程中,推行單渣線和多渣線操作制度,連續澆鋼時間控制在320min~640min以內。寬板坯浸入式水口結構如圖1所示。
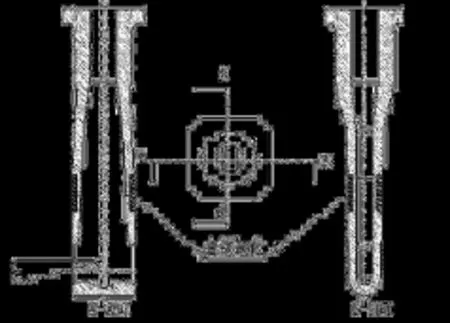
圖1 板坯浸入式水口結構示意圖
板坯浸入式水口在使用過程中主要存在的問題有水口穿鋼、板間吸氣、水口炸裂、渣線熔蝕,其中板間吸氣、水口炸裂、渣線熔蝕均可以從保證耐材質量、嚴格檢查、規范安裝均可有效控制,但是造成水口穿鋼的影響因素較多,且對生產及鑄坯質量影響巨大。通過現場統計分析,從穿鋼的類型上基本上可分為三種:板間穿鋼、水口渣線部位穿鋼和頸部裂紋穿鋼。統計2009年上半年不同類型的穿鋼頻次:板間穿鋼 8次,水口渣線部位穿鋼5次,頸部裂紋穿鋼2次。由此依次對板間穿鋼、水口渣線部位穿鋼和頸部裂紋穿鋼分別進行查找原因。
2 原因分析
2.1 板間穿鋼
板間穿鋼前期常伴有水口吸氣,結晶器液面翻鋼現象,嚴重時因結晶器流場嚴重惡化造成澆注中斷,從外觀看常伴有板間裂紋、開裂及局部熔損,如圖2所示。
在開始澆鋼前期產生板間裂紋反映水口熱震性較差。同時,由于鋼水溫度與水口的預熱溫度溫差較大,造成水口耐材在高溫下發生部位晶型轉變及體積膨脹,加上在澆鋼過程中鋼流的沖刷及不規則震動,從而加速了裂紋的形成。板間裂紋沿水口四周呈放射狀,裂紋一旦形成因吸氣導致熔損快速增加,板間穿鋼在所難免。除以上原因外,水口的預熱時間、烘烤溫度及安裝質量同樣重要,水口預熱時板面若出現嚴重的氧化脫 C,會使耐材的抗蝕性降低,在高溫沖刷下很快發生熔損;若烘烤的溫度偏低或時間過短,耐材的烘烤溫度不均勻,在澆鋼時易產生耐材裂紋;同時安裝時的板面配合、水口對中、垂直度及氬封的流量控制要求較高,快換機構疊簧壓力不夠、壓力分布不均勻,使水口板間在開澆后逐漸產生縫隙或板面裂紋,造成板間吸氧,板面碳質材料很快燒損,嚴重影響耐材的使用壽命。
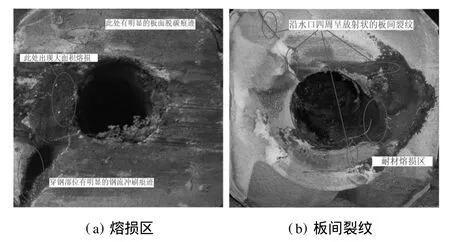
圖2 板間穿鋼后出現
2.2 水口渣線部位穿鋼
浸入式水口渣線部位穿鋼多發生在澆次后期,嚴重影響生產的連續性,威脅澆鋼生產的安全性;同時渣線部位穿鋼后耐材會被卷入、鋼水嚴重吸氧、液面大幅波動,對板坯質量造成較大影響,經濟損失較大。水口渣線部位蝕損是水口穿鋼的主要原因,侵蝕速率決定浸入式水口的使用壽命。從外觀看注流區水口形狀均保持良好,但渣線區侵蝕嚴重,水口渣線部位穿鋼形貌如圖3所示。
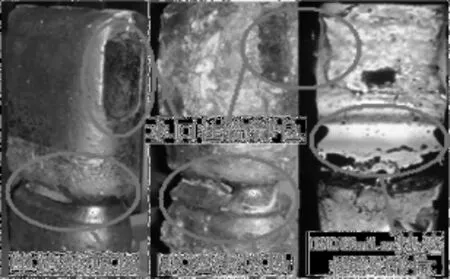
圖3 渣線部位穿鋼分析
由于澆鋼時結晶器內需保持10mm~14mm的保護渣液渣層,溫度較高,流動性較好,同時堿度在1.0~1.2,而浸入式水口目前依然多為鋁碳質水口,故渣線部位最易受到侵蝕,發生化學熔損。影響浸入式水口渣線位穿鋼的因素主要有:連續澆鋼時間、耐材質量、鋼種、保護渣類型及換渣線操作。澆鋼時首先應了解水口耐材質量情況,渣線部位是否特別選用了抗侵蝕性材料,因為選用了抗侵蝕性良好的耐材,在操作時可不必頻繁進行換渣線操作;其次根據連續澆鋼時間長短,合理選擇單渣線、雙渣線或多渣線操作,以防止水口同一部位長時間受液渣層侵蝕;最后要明確鋼種是否是鈣質處理鋼及此類型的保護渣對耐材的大致侵蝕速率,這是因為在鈣處理鋼水中[1-2],游離的[Ca]會對水口耐材造成化學侵蝕,形成A l2O3-CaO和 A l2O3-CaO-SiO2系低熔點化合物,在高溫鋼水的沖刷下會發生熔損,加快了耐材的侵蝕速率;另外,需規范操作,水口安裝后應保證垂度和插入深度,因為結晶器內的鋼水流場不合理會造成渣線位的耐材侵蝕速率不均衡,最終導致侵蝕速率快的部位過早發生穿鋼形成事故。
2.3 頸部裂紋穿鋼
頸部裂紋造成的水口穿鋼主要為耐材自身材質特性、安裝前存在破損、安裝時發生碰撞后產生裂紋或烘烤溫度不均勻造成的。水口縱裂多發生在澆次第一爐,裂紋產生具有突發性,嚴重時裂紋可從頸部直接延伸到注流出口處,此種情況往往直接導致澆注中斷;頸部裂紋多為烘烤不當或安裝時發生碰撞所致。
3 控制措施
通過以上分析,造成水口穿鋼的主要因素大致可總結為耐材質量、烘烤質量、安裝質量、工藝操作方式、作業規范等,故可從以下幾方面采取控制措施。
3.1 耐材材質
從選材角度講,浸入式水口需選擇具備良好熱震性、抗高溫沖刷、耐渣蝕性能好的耐材。目前浸入式水口使用的耐材材質主要有 A l2O3-C質、A l2O3-ZrO2-C復合質、ZrO2-CaO-C質、無碳無硅尖晶石質 (低碳鋼)、CaO-M gO-A l2O3質[3]。其中A l2O3-C質耐材對鋼種適應性強,熱震性好,價格相對便宜,被較多廠家采用,但是在澆注鈣處理鋼水時,耐蝕性相對較差,需要在表面覆蓋一層耐蝕性涂料,對增加此類耐材的使用壽命意義重大。
從使用部位講,渣線部位的侵蝕速率決定著水口的使用壽命,此處需選擇具備良好耐蝕性的耐材,可采用耐蝕涂料、鋯質耐材環或 A l2O3-Zr O2-C復合質以控制侵蝕速率。
從水口制做來講,主要為配料的均勻性,尤其渣線部位即使使用了耐蝕性優良的 ZrO2-CaO-C質耐材,若配料不均勻局部耐材易出現 CaO的脫熔現象,破環耐材中 Zr O2的晶體結構,使之易與保護渣中的B2O3及氟化物發生反應,生產不穩定的單斜ZrO2,從而大大降低了渣線部位的耐蝕性。故生產廠家應嚴格控制配料的均勻性,各部位耐材要選材合理、設計合理、加工細致。
3.2 優化水口使用工藝制度
烘烤制度:烘烤時間需嚴格控制在2 h以內,最好在1.5 h左右,嚴禁長時間烘烤,防止水口表面出現脫碳氧化,結構疏松現象;烘烤時需按照一定的烘烤曲線進行,同時根據煤氣熱值合理選用煤氧比。在線烘烤時必須保證烘烤前中間包非常干燥,避免包襯產生蒸汽,造成浸入式水口表層的釉失去保護作用,從而造成水口外表面在烘烤和澆鑄過程中氧化脫碳,影響生產,故應在中包溫度升到900℃以上再烤水口;浸入式水口烘烤時,在350℃~700℃之間的烘烤時間應控制在20min以內,因此溫度區間釉不能起到保護作用,水口易氧化。水口最終烘烤溫度控制在1100℃~1200℃,超過1200℃表面釉會脫落起不到保護作用,使水口脫碳氧化,影響使用壽命;如含鋯質的耐材已烘烤到要求的溫度,由于生產安排或其它原因造成烘烤中斷的,不再使用;另外從停止烘烤到開澆的時間應盡可能短,將水口的散熱降到最小。
連續澆注時間與渣線操作選擇制度:連續澆注時間的確定需要根據澆注鋼種、高拉速下的保護渣類型、中間包使用壽命、連鑄“三大件”使用壽命等諸多因素決定。在保證安全、質量的前提下,盡可能的增加連續澆注時間是人們所追求的。為此需制定單渣線、雙渣線或動態渣線操作制度。需說明因換渣線操作對結晶器內流場會產生一定影響,原則上能單渣線操作的,盡量不采用換渣線操作。一般在生產非鈣質處理鋼、連續澆鋼時間在300min以內的選擇單渣線操作;對高級別管線鋼可采用動態渣線操作。
浸入式水口的匹配性:現場常存在各廠家的耐材制品同時使用的狀況,如中間包上水口和浸入式水口不是同一廠家生產,可能會出現板面配合性較差,水口氬封效果差,嚴重時同樣會造成板間穿鋼,需值得注意。應要求各供應商針對現場的使用特點做出統一的要求,以保證安裝時的匹配性。
浸入式水口的現場存放制度:應放置規范、包裝完整、防潮防震、搬運作業規范、輕拿輕放。
3.3 標準化作業
從現場作業方面,重點強調以下幾點,①水口烘烤前、烘烤后、安裝后均應嚴格檢查水口是否存在受潮、破損、裂紋或材質表面疏松現象,重點檢查板面、水口頸部、渣線部位及注流區,存在裂紋、破損的產品嚴禁使用;②嚴格按規范進行烘烤作業,不得延長烘烤時間,保證按計劃開始澆注;③安裝時應保證滑板機構無變形,避免碰撞,保證上水口安裝平整對中;④對中包水口快換液壓缸伸縮量定期檢測,保證上、下水口出鋼孔無錯位。
4 實施效果
針對水口穿鋼問題,2009年下半年采取了一系列的控制措施之后,根據水口不同部位的使用環境對耐材材質進行優化,提高了耐材的抗熱震穩定性、耐蝕性;優化板面與水口頸部的結合,有效控制了水口板間吸氧與頸部裂紋的產生;通過制定實施合理的渣線調整制度渣線侵蝕趨于均勻,2009年下半年杜絕了水口渣線部位的穿鋼;通過規范水口安裝烘烤作業,有效抑制了水口的表面氧化脫碳現象。將2009年上半年和下半年的水口穿鋼情況對比見表1。
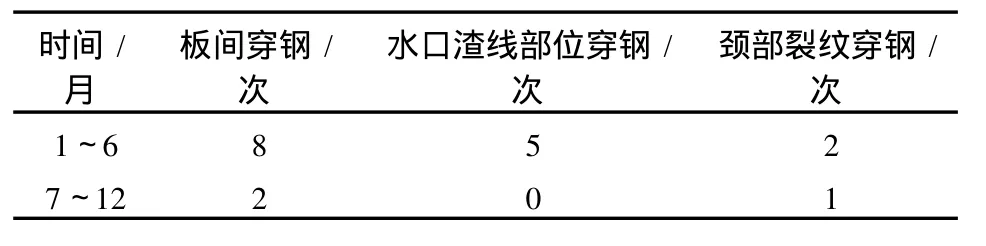
表1 2009年上半年和下半年的水口穿鋼情況對比
2009年下半年板間穿鋼2次均為未按規定烘烤,造成板間吸氧所致;1次頸部裂紋穿鋼為水口本身頸部存在細小裂紋所致。故說明采取以上控制措施是有效可行的。
5 結語
通過對耐材質量、烘烤制度、操作規范等進行優化與改進,取得了良好效果,但要杜絕水口穿鋼事故的發生,必須抓好每一個相關環節,更進一步細化管理措施,規范水口烘烤及使用。同時隨著現代高效連鑄的不斷發展,對浸入式水口的使用壽命、安全和澆鋼質量會提出更高的要求,因此開發耐蝕性好、使用壽命長的浸入式水口將是今后的一個研究方向。
[1]周衛勝,劉前芝,汪波.鋼包滑板間漏鋼原因及防范措施[J].耐火材料,2005,39(3):225-226.
[2]沈鐘銘.寶鋼連鑄中間包滑板的使用問題研究[J].寶鋼技術,2007(6):48-50.
[3]宋素格,王新志,王三忠,等.現代高效連鑄用耐火材料的選擇及應用[J].中國冶金,2008,18(12):28-31,37.
CAUSES ANALYSIS AND COUNTERM EASURES FOR L IQU ID STEEL LEAKAGE FROM SUBM ERGED ENTRY NO ZZLE(SEN)IN SLAB CAST
W ang Feiri W ang X inzhi L iu Haiqiang Gao X injun Yin Shuchang (Anyang Iron&Steel Stock Co.,L td)
In the paper the causes for SEN leakage are analyzed and som e counterm easures are stipu lated according to refracto ry quality,p reheating effect,p rocess operation and p roduction norm al.ASa result,the SEN leakage tim es are simp ly reduced,and no tab le effectiveness is achieved.
refractory continue casting p roperties analysis.
:2010—2—4
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
