防止大齒圈變形的工藝控制
2010-08-23 06:43:34張秀華彭城
水泥技術(shù) 2010年5期
□□張秀華,彭城
防止大齒圈變形的工藝控制
Process Control to Provent Gear Rim from Deformation
□□張秀華,彭城
隨著水泥生產(chǎn)規(guī)模的擴大,設(shè)備的規(guī)格也在增大,大齒輪的直徑和重量隨之增大(如我公司生產(chǎn)的? 4.8m×72m回轉(zhuǎn)窯大齒輪凈重達26t),大齒輪的強度和剛性則相應(yīng)降低,控制大齒輪變形成為加工制造的重點。
針對水泥廠經(jīng)常出現(xiàn)的問題,我們在總結(jié)傳統(tǒng)加工工藝的基礎(chǔ)上,重新制定了大齒輪加工工藝過程,改進了工藝細節(jié)幾年的實踐證明,新工藝實用、有效,完全控制了齒輪的變形,壽命大大增加,從而保證了主機設(shè)備的正常運轉(zhuǎn),取得了較好的效果。
傳統(tǒng)大齒輪的加工工藝過程是:劃線→粗銑哈夫面→把合→粗加工→精銑哈夫面→鉆鉸孔、把合→精加工→滾齒→拆開→發(fā)貨。
以上工藝過程存在的主要問題是:
(1)粗加工后,因無時效處理,大齒輪內(nèi)應(yīng)力無法消除,變形問題存在于整個工藝過程中。
(2)精銑哈夫面后沒有對哈夫面進行修研,消除不了半精車后產(chǎn)生的應(yīng)力變形和由于機床精度不夠產(chǎn)生的形位誤差,造成兩半齒輪把合后,接合面閃縫較大。
(3)應(yīng)用專用的加長滾刀對大模數(shù)、大變位齒輪進行滾齒,否則最后加工完的齒形不完全,使用過程中出現(xiàn)扛肩現(xiàn)象。
(4)因大齒輪直徑大、噸位重,在運輸和起吊過程中容易產(chǎn)生變形,造成大齒輪在安裝過程中達不到安裝標準要求。
合理的工藝路線是產(chǎn)品質(zhì)量的首要保證,針對以上存在問題,我們進行了創(chuàng)新、改進。新工藝在傳統(tǒng)加工工藝的基礎(chǔ)上,增加了以下6個工序:a粗開齒;b探傷檢查;c退火處理;d精修研哈夫面;e接合面墊銅墊片;f采用專用加長滾刀進行滾齒;g加防變形保護工裝。其優(yōu)點是:
(1)粗開齒
在市場經(jīng)濟下,企業(yè)的經(jīng)營模式為定單式,即以銷定產(chǎn),尤其大型設(shè)備均為單件小批量生產(chǎn),大齒輪用的材質(zhì)有鑄鋼42CrMo或ZG310-570,由于產(chǎn)品制造周期短,購到的鑄造大齒輪毛坯,都是鑄造好后就進廠,沒有充足的時間進行時效處理,所以存在很大的鑄造應(yīng)力。對大齒輪進行粗開齒,可以將大量的無用鐵屑車制下來,同時消除部分鑄造應(yīng)力。另外在普通的刨床和開齒機上即可對大齒輪進行粗開齒,通過粗開齒縮短了大齒輪在滾齒機上的精滾時間,提高了工效,有效利用了機床。
(2)探傷檢查
對粗加工和粗開齒后大齒輪進行探傷檢查,檢查鑄造件內(nèi)部是否存在氣孔、砂眼、裂紋等鑄造缺陷,如有根據(jù)要求進行修補。如修補后又產(chǎn)生了焊接應(yīng)力,通過下一步退火處理即可消除,避免了大齒輪在精滾齒后再次出現(xiàn)問題。
(3)退火處理
將粗開齒后的大齒輪,放到退火爐內(nèi)進行退火處理。通過該工序可將鑄造應(yīng)力消除70%~90%,從而穩(wěn)定大齒輪的形狀和尺寸。
(4)修研哈夫面
通過粗開齒和退火處理后鑄造應(yīng)力消除到85%左右,還存有少量的殘余應(yīng)力。大齒輪經(jīng)過半精車、精銑哈夫面后,由機床產(chǎn)生的形位誤差和后續(xù)的半精車加工產(chǎn)生的內(nèi)應(yīng)力,使得兩半齒輪把合后接合面閃縫,為消除接合面縫隙,將齒輪打開,由人工對接合面進行研磨。具體做法是:將半齒輪落入地坑中,小平臺在哈夫面上用紅丹粉配合研磨,把高點用拋光機拋平至每平方厘米1~2點,最后將兩半齒輪把合為一體,用塞尺檢驗研磨效果,直到接合面縫隙在0.02mm以內(nèi)。
(5)接合面墊銅墊片
大齒輪在使用過程中由于受熱、受力變形等影響,接合面處輪齒節(jié)距比初裝時要大,在嚙合時易產(chǎn)生振動和噪聲而損壞齒輪。我們在大齒輪滾齒前在結(jié)合面處加0.2mm的銅皮,滾齒加工完后再去除。當設(shè)備正常運轉(zhuǎn)時,由于熱膨脹,結(jié)合面處輪齒節(jié)距剛好因加大而與其他輪齒節(jié)距相等,避免了因齒圈在此處的節(jié)距誤差產(chǎn)生振動和沖擊。
(6)采用專用加長滾刀滾齒
隨著產(chǎn)品規(guī)格的增大,大齒輪的直徑也在不斷增大,大模數(shù)、大變位齒輪得到應(yīng)用。如:?4.8m×72m回轉(zhuǎn)窯大齒輪直徑為7600mm,模數(shù)40,齒數(shù)188。采用滾齒機加工齒輪時,如果模數(shù)、變位系數(shù)較大,齒數(shù)較多,滾刀切削刃長度必須重新計算,否則可能出現(xiàn)滾刀切削刃長度不足,滾出的齒輪齒頂為非漸開線齒廓,大小齒輪嚙合時會產(chǎn)生“抗背”現(xiàn)象。在加工這類大齒輪時,我們都與刀具廠訂購特制加長滾刀,用加長滾刀滾齒有效避免了“抗背”現(xiàn)象的發(fā)生。
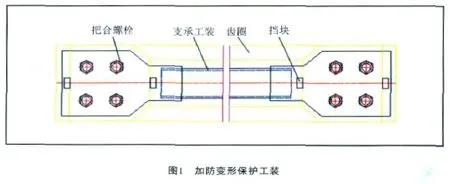
(7)加防變形保護工裝(圖1)
由于大齒輪重達幾十噸,在吊裝及運輸過程中受外力作用容易產(chǎn)生變形,為此在發(fā)貨前我們對大齒輪用防變形工裝進行保護。該工裝是由槽鋼和鋼板焊接而成的,和大齒輪把合孔聯(lián)接,用擋塊在齒輪的內(nèi)圓及齒谷處定位,不但起到防變形作用,哈夫面還免受刮傷。
通過以上的工藝過程控制,保證了大齒輪的制造質(zhì)量,幾年來沒有因為大齒輪的制造質(zhì)量問題影響主機設(shè)備的正常運轉(zhuǎn)。產(chǎn)品出口美國、日本、巴基斯坦、孟加拉、緬甸、阿曼、土耳其、老撾、柬埔寨、等國,并在哈薩克海德堡、拉法基、臺灣亞東等項目上使用,受到了用戶的好評。
book=37,ebook=49
TQ172.622.29
B
1001-6171(2010)05-0037-02
2010-01-01;編輯:呂 光
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03