新型空心滾子的加工工藝
2010-07-31 05:07:24彭來深李偉建潘存云
軸承 2010年3期
關鍵詞:工藝
彭來深,李偉建,潘存云
(1.衡陽紡織機械廠,湖南 衡陽 421007;2.國防科學技術大學 機電工程與自動化學院,長沙 410073)
滾子的加工工藝問題歷來受到重視,進行了許多改進研究[1-5]。文獻[6]提出了一種新的空心滾子結構,這種滾子的加工工藝與實心滾子加工工藝有相同之處,但由于這種滾子結構上的特殊性,其加工工藝也有自身新的特點。該新型空心滾子由內、外環組成,內、外環間由很小的錐角配合,因而這種滾子在設計時既要遵從滾子的相關標準GB/T 4661-2002,又要遵從圓錐配合的相關標準GB/T 15755-1995。通常,不同長度和不同錐度的錐體和錐度深孔,由不同的加工方法來加工。如對于圓錐長度短和錐角較大的內、外錐體,采用轉動小拖板的方法來車圓錐;對于圓錐較長和斜度較小的外圓錐表面,可將尾座偏移一個距離;對于精度要求較高的圓錐或大量生產時采用靠模法車圓錐[7],而錐度深孔除了調整小刀架角度以及使用靠模法加工外,還可以安裝專用的工裝來加工[8]。本文分析了新型空心滾子的結構特點,借鑒已有滾子和圓錐面的加工方法,結合現有設備提出兩套完整的加工工藝。
1 新型空心滾子的結構
文獻[6]提出的新型空心滾子結構如圖1所示。該新型空心滾子由材料不同的內、外環壓配而成,外環有內錐角,內環有內、外錐角。文獻[6]提供的各組結構參數表明這種新型空心滾子內、外環零件屬于薄壁件,加工時需要保證零件的剛度,防止加工時工裝對零件產生過大的夾緊力,而導致加工件變形,影響加工精度。因而在制定加工工藝時,需要考慮配合面的配合率、小錐角精度以及零件加工剛度。

圖1 新型空心滾子結構圖
2 加工工藝
新型空心滾子的加工工藝由內、外環的加工工藝和內、外環壓配后的加工工藝兩部分組成。考慮到新型空心滾子內環為雙錐面,外環為外柱內錐結構,兩者的加工工藝基本上是一致的。
對于單件小批量生產,制定的內、外環零件加工工藝為:棒料→車坯→車錐面→磨內表面→磨外表面(采用芯軸裝夾定位,被加工件如果是內環,磨外圓錐表面;若是外環,磨外圓柱表面)。加工內、外環零件后,新型空心滾子的加工工藝為:壓配內、外環→粗磨外圓→磨雙端面→精磨外圓→超精外圓。
如果大批量生產,并且加工精度要求較高,制定的內、外環的加工工藝為:棒料→車坯→車錐面→粗磨外圓→磨兩端面→精磨外圓→磨內表面→磨外表面(采用芯軸裝夾定位,被加工件如果是內環,磨外圓錐表面;若是外環,磨外圓柱表面)。加工內、外環零件后,新型空心滾子的加工工藝為:壓配內、外環→粗磨外圓→磨雙端面→精磨外圓→超精外圓。
第1種工藝,由于零件的定位基準差,所以端面對外圓的垂直度不好控制,磨完內錐孔后,孔的尺寸偏差和同軸度較大,難以保證零件的加工精度。另外這種工藝中雙端面只磨削了一次,磨削留量要求較大。而第2種工藝中增加了粗磨外圓、磨雙端面、精磨外圓工序,可以保證零件端面對外圓的垂直度要求,零件長度尺寸的散差較小,也適于采用軸向定位的裝夾方式。
這兩種加工工藝在加工內孔時,裝夾方式上也有很大的區別。小批量生產時采用徑向支承(圖2a),即采用三爪卡盤來裝夾。這種裝夾方式下,每加工一個零件時都需校表找正,而且在加工過程中需要反復測量工件被加工表面,直至達到加工尺寸,稍不注意,就會造成零件尺寸超差,效率較低,易產生廢品。并且,由于被加工零件是薄壁件,采用三爪卡盤的裝夾方式,容易產生徑向夾緊變形,加工完孔卸下工件時,工件彈性變形的恢復會導致工件孔圓度加大。而大批量生產時,采用軸向定位(圖2b),即做一個帶錐柄的夾具體,工件通過左、右襯套置于夾具體環形腔中,采用螺紋連接,端蓋壓緊的方式裝夾。通過軸向定位既能減少工件夾緊時的徑向變形,保證工件的圓度要求,又能有效保證零件的加工尺寸要求。一批零件的重復定位性能好,大大提高了生產效率。通過更換不同的左、右襯套,就能加工不同規格滾子的內、外環,具有一定的加工適應性。

圖2 工件加工時的定位方式
不管是第1種工藝,還是第2種工藝,都通過標準錐度塞規來檢測內、外環接觸錐面的配合率,而內、外環錐面的錐度值可在專用儀器上進行測量。
3 結果與討論
圖1中,取Δ=3 mm,并要求滾子的外環平均變形量在20~30 μm,根據文獻[6]提供的優化設計方法,先確定了5種規格新型空心滾子的結構參數(表1)。

表1 5種規格滾子的結構參數
然后采用上面提出的兩種加工工藝,加工這5種規格的滾子。在Talyrond-200圓度測量儀和Form Talysurf Series(FTS)2,120i輪廓儀上對新型空心滾子外表面進行了測量,測量結果如表2所示。
從表2可知,各規格新型空心滾子采用第2種工藝加工時,其圓度誤差和表面粗糙度值均小于第1種工藝加工時的相應值。第2種工藝加工的空心滾子基本達到了Ⅱ級滾子的精度,而第1種工藝加工的空心滾子基本達到了Ⅲ級滾子的精度。
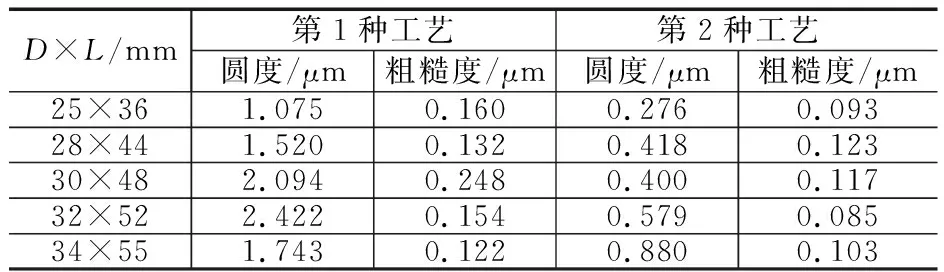
表2 不同工藝下新型空心滾子外表面圓度和粗糙度測量結果
圖3為規格30 mm×48 mm的新型空心滾子在兩種工藝方法下加工,工件圓度的輪廓曲線,圖中的圓度誤差采用最小二乘圓法獲得,規則的圓為參考圓,不規則曲線為實測的工件輪廓線。圖3進一步反映了第二種工藝方法對圓度誤差的改善。

圖3 30 mm×48 mm的新型空心滾子圓度輪廓曲線
4 結束語
通過對新型空心滾子結構特點的分析,并根據不同的生產要求,制定了兩種不同的加工工藝。用這兩種工藝方法對5種不同規格的滾子進行單件試制,試制零件圓度和表面粗糙度的測量結果表明,這兩種加工方法加工的零件均能達到國家標準的要求,并且用第2種工藝加工的零件精度更高。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52