高速干式切削在齒輪加工中的應用研究
2010-07-10 07:01:28付胡代韓立強
制造業自動化 2010年6期
付胡代, 韓立強, 楊 威
(長春工程學院 機電學院 ,長春 130012)
0 引言
傳統的齒輪加工中,通常使用切削液來冷卻刀具和工件,減少磨損,將切屑從機床上沖走,因而需要配置油箱及油路系統,以及防護油變質、廢油處理、工件清洗以及切屑的除油處理等費用。按照環保觀點,切削油中要限制使用硫化物,禁止含有氯化物和異味,否則對生態環境及操作者的健康特別有害。從生態學和技術經濟角度出發,廢除切削液是大勢所趨。因此,干式加工是金屬切削加工的發展趨勢之一。
目前,在工業發達國家,非常重視干式切削的研究與工程應用。為了貫徹環境保護政策,更是大力研究、開發和實施這種綠色制造方法。對于美國、日本、德國等環保法規嚴格、人工費用水平高的發達國家而言,采用干式切削的總成本是傳統切削工藝的70%左右。據美國企業的統計,在集中冷卻加工系統中,切削液占總成本的14%~16%,而刀具成本只占2%~4%。據測算,如果20%的切削加工采用干式加工,總的制造成本可降低1.6%。干切技術的優勢還表現在零件表面質量的提高和幾何精度的改善,這有助于產品性能的提升;國外資料表明,干切工藝的工件表面粗糙度值可以降低40%左右。可見,從保護環境、提高加工效率和加工精度以及減低制造成本的角度分析,在我國積極開展干式切削技術的研究與應用對于機械制造業的可持續發展具有重要的意義。
1 低溫冷風切削法與高速干式切削法
使制造業減少資源消耗和盡可能少地產生環境污染是當前制造業面臨的重大課題。為此干式切削若干關鍵技術已經達到實用化階段,包括:機床總體布局設計技術、高速干式切削加工工藝技術。工業發達國家早在上世紀80年代即開始研究相關技術,但由于硬質合金材料的昂貴和刀具制造技術不過關,這項加工技術的應用一直沒有突破性的進展,最近幾年由于硬質合金材料的水平提高和表面涂層技術的發展,使得目前采用新一代數控加工設備生產廠多數都有干切工藝的應用,在生產效率大幅度提升、表面質量明顯改善的同時,生產成本有所下降。目前,國外為了取消冷卻液所開展的工作主要有兩種方式:即低溫冷風切削與高速干式切削。
1.1 低溫冷風切削法
此切削方法是一種用-10℃~-100℃的冷風和非常微量的植物油代替冷卻和潤滑油劑冷卻的加工方法。它由日本明治大學的橫川和彥等最先提出。研究發現,在金屬切削加工過程中,如果只給加工點提供非常微量、潤滑效果良好且未氧化的植物油,加工點就會因高溫而喪失潤滑性。若給加工點提供冷風(-10℃~- 100℃),就可以防止加工點的高溫化,避免上述情況發生。冷風切削時切削性能大大提高。試驗表明,冷風切削、磨削在性能方面比油劑切削、磨削提高了2倍以上。有、無植物油切削劑與冷風時的切削性能對比情況。可以看出,僅使用冷風切削就比使用植物的效果好,而冷風與微量植物油一起使用時,刀具的切削性能進一步加強。試驗時的切削條件:工件直徑:f92~f98mm,切削速度:45.1~48.0m/min,進給:0.5mm,切削刀具:刀尖半徑R0.4,相當于SKH4高速鋼,不重磨刀片。
1.2 高速干式切削法
此切削方法是在無冷卻、潤滑油劑的作用下,采用很高的切削速度進行切削加工。高速干式切削是一項綜合技術,必須從刀具、機床和工件等各方面采取一系列合理、有效的措施,才能得以順利實施。
干式切削必須選用適當的切削條件。首先,采用很高的切削速度,盡量縮短刀具與工件間的接觸時間,再用壓縮空氣或其他類似的方法移去切屑,以控制工作區域的溫度。隨著數控技術的廣泛使用,機床剛性和動態性能不斷提高,提高機床的切削速度并非難事。實踐證明,當切削參數設置正確時,切削產生的熱量80%可被切屑帶走。高速干式切削法對刀具有嚴格的要求:1)切屑和刀具之間的摩擦系數要盡可能小(最有效的方法是刀具表面涂層),并輔以排屑良好的刀具結構,減少熱量堆積;2)刀具應具有優異的耐高溫性能,可在無切削液條件下工作。新型硬質合金、聚晶陶瓷和CBN等切削材料是干式切削刀具的首選材料;3)干式切削刀具還應具有比濕式切削刀具更高的強度和抗沖擊韌性。
2 高速干式切削法在齒輪加工中的應用
齒輪是工程機械、摩托車、汽車等行業重要的基礎傳動元件。隨著我國汽車行業上批量及上檔次升級,對齒輪的需求量越來越多,因而齒輪加工行業對制造精度、生產效率、提高質量及清潔生產提出了更高的要求。二十一世紀的制造生產將日益走向全球化,國際制成品市場的競爭將愈加激烈,由此要求制造企業必須對市場現有需求和潛在需求做出快速響應,具備性能優良、價格低廉的產品和交貨迅速的制造能力。這必將使制造加工技術朝著快速、低消耗和優質、高精度的方向發展。
近年來,在高速切削機理研究方面,成就比較突出的是美國洛克希德導彈和空間公司的科學家羅伯特·金(Robert I.King)和麥克唐納(McDonald)。他們在20世紀70年代中期開始著手驗證和發展沃漢(Vaughan)的研究結論,并提出了一個比較完整和可靠的高速切削機理,從理論上證實了高速切削的可行性和優越性。他們的研究主要集中在切屑成型理論、金屬斷裂、突變滑移、絕熱剪切及各種材料的切屑成型方面。早在60年代初,美國空軍就開始了超高速切削機理的研究。1979年,美國國防高科技技術研究總署規劃了超高速切削基礎技術研究。美國福特公司的印第安那工廠,在世界上最先將干態高速滾齒成功地用于實際生產。該廠以難度較大的大螺旋角轉向齒輪作為攻關對象,材料為SAE1045,硬度22Rc,采用硬質合金滾刀干滾,最終將生產時間壓縮46%,生產成本降低29%,刀具壽命延長4倍,工件的幾何精度和齒面粗糙度都得到了改善。
在德國,高速切削得到了國家研究技術部的高度重視,1984年撥款1160萬馬克組織了以Darmstadt工業大學的生產工程與機床研究所為首的41家單位進行聯合研究,全面系統地研究了超高速切削機床、刀具、控制系統等相關的高速加工技術,并分別對各種工件材料的高速切削性能進行了深入的研究和試驗。德國在高速干式切削領域中處于領先地位,現有8%左右的企業采用干式切削,這預示著高速干式滾齒技術將是未來齒輪加工發展的一個方向。
日本也于60年代開始了超高速切削機理的研究,注意吸收各國的研究成果并將其應用到新產品的開發上,進入90年代,以松浦、牧野、馬扎克等公司為代表的一些機床制造廠,已將一批高速加工機床推向市場。日本尖端技術研究會已把超高速切削列為五大現代制造技術之一。日本堅藤鐵工所開發的KC250H型干式滾齒機,采用硬質合金滾刀、冷風冷卻、微量潤滑,進行高速滾齒,由于供給的是溫度穩定的冷風,工件的熱變形極小。它與傳統的采用高速鋼滾刀和二刃型濕式滾齒機相比,加工速度提高了3.2倍,齒輪精度也明顯提高。
目前,我國對高速干式滾齒技術的研究還比較少,在這方面的研究成果也比較少,不過有關單位亦有不小進步。
高速干式齒輪加工與傳統的齒輪加工相比具有顯著優點:1)極高的切削速度使得大量的切削熱(95%~98%)來不及傳給工件就屑帶走,工件表面受熱變形小,適合加工容易熱變形的零件。2)采用熱硬性好的刀具材料,常常可以不用切削液進行干切削,減少了環境污染。3)從動力學的角度,高速干式滾齒加工過程中,隨著切削速度的提高,切削力降低,而切削力正是切削過程中產生振動的主要激勵源;轉速的提高,使切削系統的工作頻率遠離機床低階固有頻率,而工件的加工表面粗糙度對低階固有頻率最敏感,因此高速干式滾齒可大大降低加工表面粗糙度。4)隨著切削速度和進給速度的提高,單位時間的材料切除率大大增加,縮短了切削加工工時,提高了生產效率,降低了加工成本。5)由于采用了很高的切削速度和進給速度,允許采用較小的切削用量進行切削加工。切削力大幅度減少,切削熱也隨之下降,工藝系統變形減小。6)由于主軸轉速很高,機床激振頻率遠遠高于工藝系統的固有頻率,工統振動很小,容易得到很好的表面質量,可作為機械加工的最終工序。同時切屑是在瞬時間被切離工件,工件表面的殘余應力非常小。
3 實驗數據與結果
3.1 空間和能量消耗
主要考慮三個方面:干切的加工時間是傳統加工方法的25%,電機工作的時間只是原來的1/4;工作條件是高速大扭矩;干切加工過程不需要油泵、油霧收集等;
3.2 單件成本
按照17組刀盤計算,對于硬質合金刀具,在刀具的生命周期內所加工的零件總數:300×100=30000(每次刃磨可加工零件總數300件)單件成本:$32852/30000=$1.10。對于HSS刀具,在刀具的生命周期內所加工的零件總數:150×50(可以重磨50次)=7500(每次刃磨可加工零件總數150件)單件成本:$16198/7500=$2.16。可見:雖然硬質合金刀具本身比較貴,但是由于其可重磨次數增加和每次重磨后的加工零件數比較多,最終的反映在工件上的成本卻是降低了;因此,對于干切來講,若保持高效率無污染生產的同時仍有生產成本的下降。
3.3 所占面積
在優化的條件下,一臺干切的加工設備可以取代4臺傳統的加工設備;另外因為干式切削設備可以省去油箱、鐵屑傳輸、油霧收集和熱交換裝置,其占地面積可以減小到350sq.ft,而傳統設備占地面積為500sq.ft。可見在同樣生產綱領的條件下,只用原來18%的占地面積、25%的能量消耗和相同或更加低的刀具成本就能夠完成正常的生產任務;另外還有前面提到的切削油的節省、環境
的保護、降低了的對人體的傷害等等;這同時也體現在生產投資的減少方面,按照上面的測算,考慮在熱前加工的切齒部分,包括設備投資、刀具消耗、電能消耗和占地面積的減少方面,實際的投資可以減少大約20%-30%左右。
3.4 加工時間
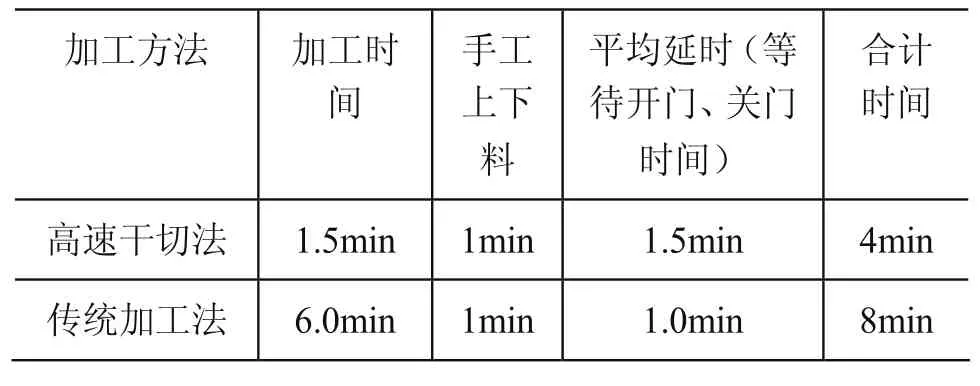
可見,采用干切工藝可使加工效率提高一倍。
通過實際在GLEASON 600HC設備上采用硬質合金刀條用端面滾切的干式加工方式對390mm汽車后橋錐齒輪進行了加工試驗,小輪加工2min43s,大輪加工僅用4min20s;而用傳統的加工方法濕切同樣產品,小輪加工時間8.5min,大輪加工10.6min,生產效率相差一倍以上。
4 結束語
干式切削與傳統切削相比,尤其對齒輪的加工,實現高速干式切削工藝過程,具有提高加工精度和表面質量,降低生產成本,提高生產效率,降低切削力并且可加工高硬材料等許多優點,創新意義在于綜合優化干式切削工藝過程。將來能提供通過生產加工考核的包括專用刀具開發技術、齒坯切削性能改善技術和加工參數確定以及機床調整技術等方面的干式切削加工工藝規范。同時可以提升先進制造技術的研發水平并以實施汽車、航空、模具等制造業部分零部件的綠色制造,來推動國內機械制造業的綠色制造發展進程。
[1] 劉飛.綠色制造的理論與技術[M].北京:科學出版社,2005.
[2] 艾興,等.高速切削加工技術[M].北京:國防工業出版社, 2003.10.
[3] 宋清華,唐委校.高速干式切削加工技術及其應用[J].工具技術,2005,(6)6-9.
[4] 葉偉昌.干切削刀具及其應用[J].機械工程師,2000 (6):5-7.
[5] 周偉.干式切削刀具技術[J].機械設計與制造,2008,(1):94-195.
[6] 儲開宇.綠色高速干式切削技術的研究內容及其發展[J].工具技術,2008,42(8).6-10.
[7] 朱從容,王魄.干式切削技術在銑削加工中的應用[J].機械工程師,2002 (6) :6-8.
[8] F Klocke,G Eisenblatter, RWTH Aachen.Dry cutting.Annals of the CIRP,1997,46(2),German.