摩擦系數對尾燈外座板沖壓成形的影響
2010-06-28 12:30:38程培元張福芳趙永俊
裝備制造技術 2010年4期
黃 強,程培元,張福芳,趙永俊,孟 允
(武漢理工大學材料科學與工程學院,湖北武漢430070)
汽車尾燈外座板,是汽車關鍵零件之一。由于汽車零件一般都具有形狀復雜、結構尺寸大、材料厚度相對較小、成形質量高等特點,零件質量受材料的成形性、毛坯的幾何形狀及定位、沖壓方向、拉伸筋的形式及布局、摩擦潤滑條件、壓邊力的大小等多種因素的影響,導致工藝和模具設計周期長,零件成形質量難以保證,造成人力、物力和財力的大量消耗。開展汽車尾燈外座板成形過程的研究,采用計算機數值模擬技術,在計算機上模擬汽車尾燈外座板沖壓成形過程,預測板料最終形狀及可能產生的缺陷(起皺、開裂等),可部分代替試模過程,加快設計制造進程,驗證新材料,優化成形工藝[1~3]。
1 模擬分析
1.1 有限元模型的建立
汽車尾燈外座板沖壓生產過程分為拉延、切邊、整形等多道工序。拉延成形是最關鍵的工序。本文即對拉延成形進行數值模擬。
先在計算機上用PRO/E軟件完成產品幾何造型,再將產品模型旋轉至沖壓方向,添加工藝補充部分,形成凹模數值模型。凹模數值模型用IGES格式保存。導入Dynaform軟件中,由于工藝補充面補充完整再進行有限元建模。劃分凹模的有限元網格形成后,用單元偏置的方法,建立凸模和上壓料面模型[4~5]。
使用Preprocess中的Element的Copy功能,將凹模中對應壓料面部分的網格進行復制,然后選擇offset偏置,輸入偏置距離后,新的網格就產生了。將新產生的網格定義為上壓料面,就完成了上壓料面網格模型的創建。用同樣方法建立凸模模型,并進行網格檢查。選擇凹模的外輪廓線,進行網格劃分并檢查,生成毛坯。為提高模擬結果的精確度,毛坯網格劃分應盡量精確。有限元模型如圖1所示。

圖1 凹模凸模有限元模型
1.2 工具參數定義
模擬中板料為汽車覆蓋件用09SIV鋼板,厚度為1mm,其材料性能參數:密度ρ為7 757 kg/m3,彈性模量 E為212 GPa,泊松比μ為0.33,barlat指數M;硬變硬化指數K為807.88 MPa,硬變硬化指數n為0.217 9;厚向異性指數R00=1.97;R45=1.39;R90=2.35。
邊界條件:
(1)摩擦條件。根據尾燈外座板沖壓所用板材,潤滑條件及要求的模具表面粗糙度,確定摩擦系數為0.125。
(2)運動和壓邊力邊界條件。凹模運動和壓邊力設置通過壓機參數換算,BHF值取600 kN,凹模運動速度為10 000 mm/s。
1.3 模擬結果
模擬可顯示各加載時刻板材的變形、應力、應變分布及板材厚度變化和成形極限圖等,其中厚度變化和成形極限,是工程界最為關心的兩個物理量。圖2為尾燈外座板成形后板厚分布,其中最薄處減薄量達23.5%,尚處于允許范圍內,表明成形過程安全,但已有破裂趨勢。
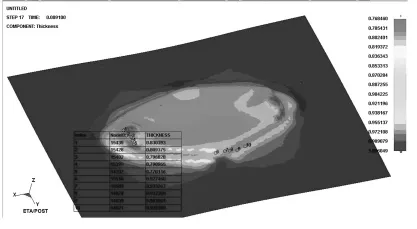
圖2 壁厚分布云圖
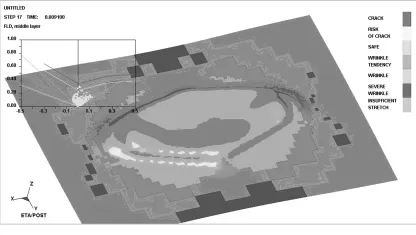
圖3 成型極限圖
一般情況下,板料的增厚率越大,工件越容易起皺;而板料的減薄率越大,則工件的破裂性越大。
從壁厚分布云圖可以看出,最大厚度為1.007 100 mm,增厚了0.007 100 mm,增厚率為0.71%;而工件的最小厚度為0.775 032 mm,減薄了0.234 968 mm,減薄率為23.50%。從圖中可以明顯看出,工件存在的最大問題,就是破裂的問題。確定汽車尾燈外座板成形中主要遇到的缺陷,是側壁向外凸的圓角區域的破裂缺陷,而非起皺現象,與實際相吻合。
從成形極限圖上可以看出,工件有破裂的趨勢,但是還沒有破裂。這是因為通常對增厚率的限制值是10%,對減薄率的限制值是30%。比較增厚率與其最大限制值,兩者相差巨大。顯而易見,汽車尾燈外座板沖壓成形,遇到的主要缺陷破裂現象而不是起皺現象
2 摩擦條件改變下的模擬結果
由上面結論我們可知,尾燈外座板在沖壓成形中,主要存在的缺陷是破裂現象。板料的破裂,是由于拉伸時最大拉應力大于板料的抗拉強度而引起的。而影響板料成形過程中最大拉應力大小的因素,主要有徑向拉應力、彎曲力和摩擦力等。
我們主要通過摩擦系數U的改變,分析在尾燈外座板沖壓成形中摩擦系數對尾燈外座板沖壓成形的影響,在U取0.1,0.105,0.110,0.115,0.120,0.125,0.13O,0.135,0.140,0.14 5和0.150等11個不同的值時,分別模擬尾燈外座板的成形情況。
根據成形后的壁厚分布云圖,可得到這11個值時的最大增厚率和最大減薄率(見表1和表2)。圖4和圖5則以折線圖的形式反映了摩擦系數對最大增厚率與最小減薄率的關系。
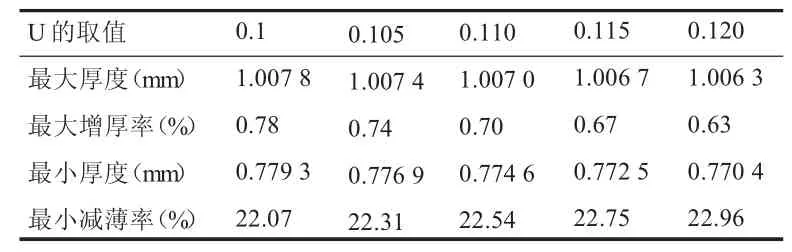
表1 U取不同值時的最大增厚率與最大減薄率

表2 U取不同值時的最大增厚率與最大減薄率
(1)從圖4可知,隨著摩擦系數的不斷增大,板料成形后的最大增厚率逐漸減小,這種減小趨勢是一種遞減趨勢。
(2)從圖5的板料最大減薄率與摩擦系數U的關系圖中看出,隨著摩擦系數U的增大,最大減薄率也逐漸增大,這說明摩擦系數的增大,使板料沖壓時破裂趨勢增大。合理的實踐證明,通過加強潤滑,降低最大拉應力的方法,最方便和有效。合理的潤滑,不但可以減少破裂缺陷的發生,極大地提高成形極限,還可以減少模具的摩擦磨損,大大提高模具的使用壽命。
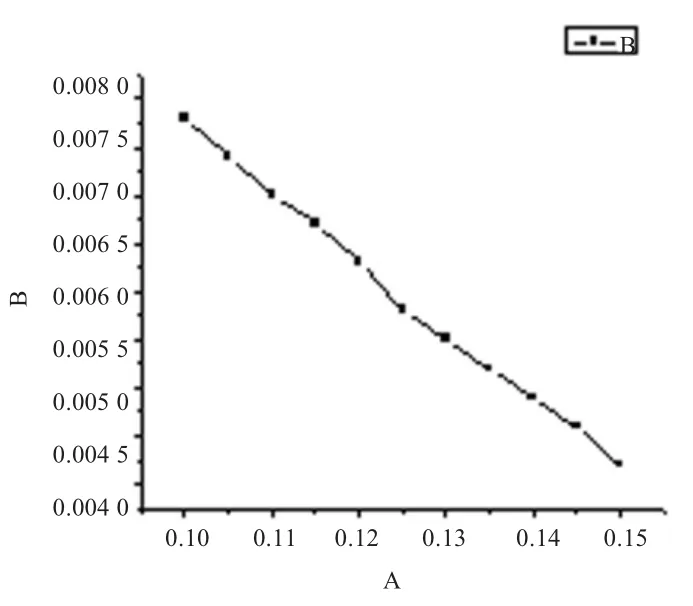
圖4 最大增厚率與U的關系
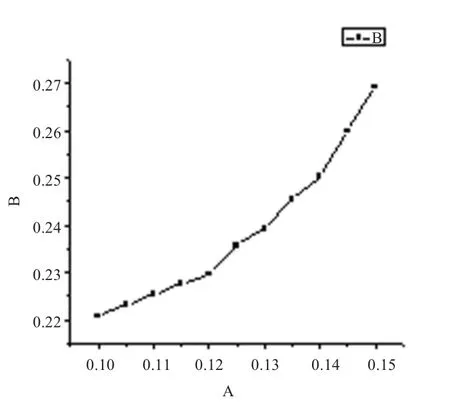
圖5 最大減薄率與U的關系
3 結束語
模擬分析表明,尾燈外座板沖壓成形時,產品各處金屬流動不均勻,遇到的主要缺陷是側壁處在側壁向外凸的圓角區域的破裂缺陷,而非起皺現象。因此,在實際沖壓過程中,通過加強潤滑、降低壓邊面表面粗糙度等措施,實沖時該取得滿意結果。
本文對汽車尾燈外座板沖壓成形過程進行了模擬分析,發現了尾燈外座板在沖壓成形中,存在的主要缺陷是破裂現象與實際相符。并通過改變摩擦系數分析模擬結果,得出結論:摩擦系數的增大,使得板料沖壓時破裂趨勢增大。
[1]施 杰,周建軍,等.IVQ發動機氣缸罩沖壓成形數值模擬分析[J].模具技術,1997,(4):30-31.
[2]雷正保.汽車覆蓋件沖壓成形CAE技術[M].長沙:國防科技大學出版社,2003.
[3]鐘志華,李光耀.薄板沖壓成形過程的計算機仿真與應用[M].北京:北京理工大學出版社,1998.
[4]陳文亮.板料成形CAE分析教程[M].北京:機械工業出版社,2005.
[5]彭穎紅.金屬塑性成形仿真技術[M].上海:上海交通大學出版社,1999.
