調心滾子軸承內圈滾道仿形車削的質量控制
2010-06-11 01:55:24姜亦湧藺慧聰鄧金海
哈爾濱軸承 2010年4期
關鍵詞:質量
姜亦湧,藺慧聰,鄧金海
(1.哈爾濱軸承集團公司銷售部,黑龍江哈爾濱150036;2.哈爾濱軸承集團公司質量管理部,黑龍江哈爾濱150036;3.哈爾濱軸承集團公司鐵路軸承制造分公司,黑龍江哈爾濱150036)
1 前言
調心滾子軸承的內圈有兩個較寬的圓弧滾道,形狀比較復雜,軸承在工作狀態時內圈的圓弧滾道承擔著很重的負荷,其形位精度和外觀質量都有較嚴格要求。所以在產品車加工工序時就應特別重視對內滾道的加工質量進行控制,保證其內圈滾道的尺寸形狀,同時還要為磨加工留有適當的磨量。調心滾子軸承內圈的兩個圓弧滾道通常是在仿形車床上利用仿形板仿形車削來成型,每次走刀只成型一側滾道,然后翻幅車削另一側滾道,因此,需要比較有效的控制手段才能保證車加工內圈滾道的加工質量。
2 主要控制的參數
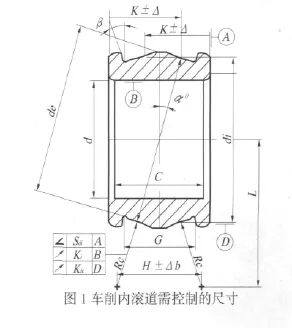
車加工調心滾子軸承內圈滾道時需要控制的形狀及位置尺寸如圖1所示:有滾道對角尺寸de(實際測di=de·cosα)、溝形尺寸Rc和兩溝道Rc的中心距H和滾道接觸點的位置尺寸K,(K和H幾何關系為K=C/2+H/2-Rc·sinα)、兩滾道寬度G;需要控制的幾何精度有滾道母線對基準端面傾斜度的變動量Sdi、一側滾道對另一側滾動量Ki。
3 車削加工的保證措施
為保證車加工內圈滾道的形狀位置尺寸和幾何精度,應采取以下保證措施。
(1)首先要控制好加工定位基準,保證內圈的端面和內圓的尺寸精度。
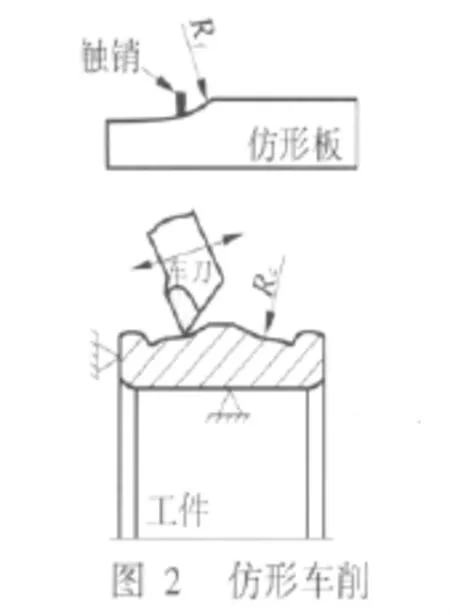
與通常單列滾道不同,在普通的仿形車床上仿形車削調心滾子軸承的兩個內滾道,每次走刀只成形一側滾道,然后翻幅車削另一側滾道(如圖2所示),內套幅寬C的尺寸范圍和兩端面平行度是影響兩滾道相互位置的關鍵因素。因此控制好內圈幅面精度,才可保證翻幅車削的兩滾道間隔位置(兩滾道中心距H和接觸點的位置K),通常兩端面幅寬C的尺寸變動量控制在0.03mm左右。還要控制幅面與內圓的垂直度以保證兩滾道對內孔的壁厚要求,要通過精車或軟磨工序來達到。
以20000CA型調心滾子軸承內圈為例,其通常的車加工流程如下:
1粗(細)車非基面、內徑、去內銳角→2車基面、擋邊和內外徑、去內外銳角→3精車非基面、內徑、去內銳角(或軟磨非基面)→4打字→5粗、細仿兩面滾道→6車兩面油溝、擋邊內倒角→7車兩面內外倒角→8銑兩面缺口。對內孔和幅面的加工安排精車或軟磨工序的可顯示出重視程度,以達到其尺寸精度的穩定的效果。
(2)控制仿形板的尺寸形狀,仿形板的溝形Rf要適當小于滾道溝形Rc,其表面要平整,且粗糙度Ra≤0.4μm,以保證車削面的質量。
(3)對仿形車刀,特別要注意修磨出與仿形板相匹配的刀尖圓角,以保證仿制出合格的滾道溝形Rc。
(4)要選擇相應的觸銷,觸點要平滑且耐磨。
(5)選擇適當夾具(內夾盤),調整好回轉精度。
4 檢測和控制方法
4.1 尺寸精度檢測
內滾道的尺寸形狀精度測量項目中的de檢測方法比較復雜,用檢測di代替,按di=de·cosα的幾何關系推算出di,用D724等儀器將幅寬C和接觸點到幅面的距離K的差值(C-K)處為測點,測量滾道直徑尺寸di,也可測量橢圓Vdi,在同一臺儀器利用另一個測點可測量兩滾道Kir或滾道母線的Sdi。以保證使Vdi、Sdi和Kir控制在規定的精度要求范圍內,將di控制在工藝要求的尺寸公差范圍內。
4.2 采用樣板控制的項目
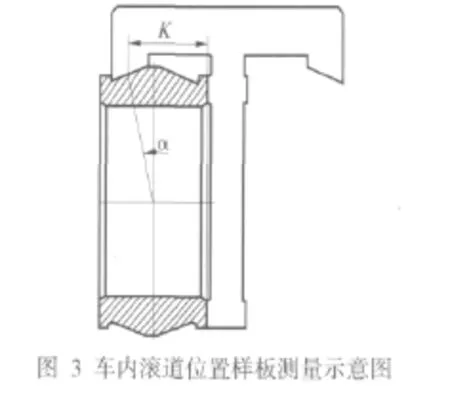
內圈兩個圓弧滾道的形狀、位置是用樣板檢查和控制的,其中滾道曲率半徑Rc用大、小范兩塊曲率樣板檢查和控制,滾道曲率半徑超出曲率樣板大、小范時應修磨刀尖圓角或觸銷的觸點;用大、小范的滾道位置樣板檢查和控制兩溝Rc的位置(如圖3示),超出滾道位置樣板大、小范時應調整工件與仿形板的相對位置直到溝Rc的位置合格,車削滾道時的寬度用卡尺檢查(為車兩面油溝時留一定的留量),在車兩面油溝時用擋邊位置樣板檢查,控制兩滾道寬度G和擋邊的角度β。
5 結束語
綜合采用上述質量控制的方法,就能夠對調心滾子軸承內圈的兩個圓弧滾道車加工時要求的各質量參數全面進行檢驗和控制,保證內圈兩個圓弧滾道的加工質量。
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54

- 哈爾濱軸承的其它文章
- 軸承雙端面磨削精度淺析
- C7620車床拖板與刀架體改造