高速重軌平立復合矯直控制工藝模型研究*
2010-05-11 11:58:12但斌斌
網絡安全與數據管理 2010年22期
但斌斌,陳 滿
(武漢科技大學 機械自動化學院,湖北 武漢430081)
鐵路提速對重軌尺寸精度和平直度的要求有了明顯提高,國產重軌如何適應需求是一個具有重大意義的課題,尤其對于高速鐵路建設這一問題更加突出[1]。
本文以高速重軌矯直為實際背景,研究了影響矯直效果的決定因素,建立了高速重軌平立復合矯直控制工藝模型,以實際生產的歷史數據為基礎進行了試驗,取得了較好效果。
1 背景介紹
1.1 矯直過程簡介
重軌生產工藝流程如圖1所示,高爐煉鐵—平爐煉鋼—模鑄—初軋開坯—坯料清理—鋼坯加熱—開坯粗軋—精軋—鋸切—機械打印—緩冷—矯直—銑頭鉆孔—超聲波探傷—高頻淬火檢查—分級入庫。
重軌在軋制和冷卻過程中,因相變應力和熱應力等原因,必然發生彎曲變形。為了得到平直的重軌,必須經過矯直工序。
矯直過程如圖2所示。從圖中可看出隨著鋼軌進鋼,三點彎曲矯直關系建立,進行一次彎曲矯直。矯直過程就是不斷彎曲使鋼軌經歷彈塑性彎曲變形,達到平直。可分別計算作用在各個輥子上的矯直力,要得到作用在各輥子上的壓力,必須先確定各個輥子處的彎矩。彎矩取決于彎曲變形量的大小。在輥式矯直機上,重軌隨著矯直輥的轉動不斷前進并反復彎曲。因此,矯直輥上的扭矩按照功能相等的原理確定,即重軌彎曲變形所作的功應該與矯直輥在矯直扭矩的作用下使重軌前進所作的功相等。
1.2 高速重軌矯直的核心控制工藝
平立式復合矯直機的核心控制工藝是通過對鋼軌型號、鋼軌成分、外形尺寸、軋制速度等參數分析,擬定立式矯直機和水平矯直機各壓下輥的軋制力和合理壓下量的分配比例,通過控制系統對各壓下輥進行精確控制,實現鋼軌矯直[2]。


矯直機的基本參數包括:矯直輥徑、矯直輥距、矯直輥數、矯直輥身長度。這些基本參數的正確選擇對重軌的矯直質量、設備的結構尺寸和功率消耗等都有重要的影響。由于上述些參數在設備改造完畢后基本上已經確定,因此需要制定適應設備和產品的生產工藝,即確定上述的平立式復合矯直機的核心控制工藝。
2 總體建模及模型簡化
平立復合矯直參數模型是通過矯直過程中各參數和變量之間所存在的某種數量相互之間的關系,采用形式化語言,概括或近似表達出來的一種數學結構。從建模方法角度看,參數化模型可分為理論模型、理論統計模型和統計模型。在實際生產過程中,所應用的模型一般是根據現場數據觀測的基礎上,經過回歸分析方法建立的理論統計模型。建立模型的過程如下:
(1)確定問題系統及變量關系。在對目標系統分析的基礎上,確定描述問題的變量及相互關系以及問題所屬系統、模型大概的類型,提出相關假說。
(2)確定最佳的試驗方案和方法。由于工程技術問題均具有很強的工藝性,因此除少數試驗在實驗室進行外,應特別重視生產性試驗。在進行試驗時,必須配置性能穩定,具有一定精度的檢測裝置,而且要嚴格保持試驗條件穩定,精心操作,詳細記錄,對數據進行正確的判斷、篩選和分析。
(3)確定合理的模型結構。模型結構反映了實際過程的內在規律,對試驗數據的擬合精度有本質的影響,有些情況下應用試驗數據進行多種模型結構的擬合,從中選出最合適模型的表達形式。
(4)確定模型中的最佳參數。目前廣泛采用最小二乘識別的回歸分析方法來確定模型中的最佳參數。
實現黨的組織和工作全覆蓋,要按照有利于加強黨的領導、有利于開展黨的組織生活、有利于黨員教育管理監督的原則,解放思想,打破思維定勢,實行屬地管理、行業管理、協會管理、條塊管理、部門管理、掛靠管理等多種管理模式,構建區域內黨組織之間的縱向領導和橫向協作關系。推進黨的組織體系向基層延伸、向末端拓展,把黨建工作的鏈條延伸到每一個領域,確保黨組織建到生產一線上、產業鏈上、項目上、班組上,努力做到成熟一個、組建一個、鞏固一個、帶動一批,達到應建盡建、能建快建、建就建好,提升黨組織的覆蓋面。
(5)檢驗修改模型。模型只有在被檢驗、評價、確認基本符合要求后,才能被接受,否則需要修改模型,這種修改有時是局部的,有時甚至要全部推倒重來。
建模完成后,需要進一步對模型簡化,其步驟是:
(1)除去一些變量。在機理分析中的一定條件下,常將描述分布參數系統的偏微分方程簡化為集中參數的常微分方程。在統計分析中,則采用主成分分析法、向后回歸法(淘汰法)和逐步回歸方法,以減少變量個數。或在建模之前,采用正交試驗方法,在眾多因素(變量)中找出對指標有顯著影響的少量因素,再進行優選試驗,進而建立模型。
(2)合并一些變量。在構造模型時,把性質相同或相似的變量合并成少數有代表性的變量。盡管這樣會降低模型的精度,但只要能滿足建模的基本要求,就是可行的。
(3)改變變量的性質。常用的方法是把某些非主要的或暫時的變量看作常量,把連續變量看作離散變量,或把離散變量看作連續變量。
(4)改變變量之間的函數關系。當處理非線性問題遇到困難時,或建模精度要求不高時,常將非線性函數在某點處展開,取消兩項作為近似表達式,即用線性關系逼近非線性關系式,這一線性化方法在工程界被廣泛采用。
(6)模型結構的轉換。若某種模型在理論上很漂亮,但求解很困難,甚至無法求解;或者某種模型,要求具備某種數據,而這種數據不具備或不易得到,只有改用其他形式的模型,即改變模型的結構。模型結構的轉換,需要在對問題透徹理解和想象的基礎上,實現視角的轉換,即從不同的角度觀察問題,進而采用不同的數學工具描述同一問題。
3 控制工藝模型
控制工藝模型是重軌矯直過程中各參數和變量之間所存在的某種數量相互之間的關系,采用形式化語言,概括或近似表達出來的一種數學結構[3]。從建模方法角度看,參數化模型可分為理論模型、理論統計模型和統計模型。在實際生產過程中,所應用的模型一般是在現場數據觀測的基礎上,經過回歸分析方法建立的理論統計模型[4]。以科學理論和生產實踐為基礎,研究建立重軌鋼矯直過程中理論統計型模型的方法和程序。
控制工藝模型的基本任務是根據來料條件及對成品的要求,通過數學模型的計算,確定各輥的壓下量、矯直力、速度等,以保證獲得盡可能符合要求的重軌鋼成品[5]。模型計算流程圖如圖3所示。
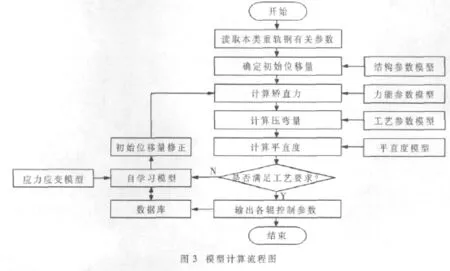
根據圖3所示的計算要求,可知平立復合矯直參數模型包含如下幾個部分:
(1)結構參數模型。用于計算和分析平立復合矯直過程中的輥徑,由此確定各輥預壓下量,是最重要的控制模型之一。
(2)力能參數模型。用于計算矯直力和工作轉矩。
(3)工藝參數模型。用于計算和分析平立復合矯直各輥的壓彎量。
(4)平直度模型。用于計算在初始設定參數的情況下,模型能夠得到的矯直效果。
(5)自學習模型。用于從數據庫中存儲的歷史數據中智能學習參數相互之間的關系,給出優化的調整值。
(6)應力應變模型。自學習模型的智能化需要大量樣本庫數據的支持。樣本數據可來源于實測數據庫,但實測數據庫的數據并不一定能反映最佳的力學性能。應力應變模型的作用是通過運用ANSYS有限元軟件分析數據庫中的數據對重軌鋼力學性能的影響,優化自學習模型中的樣本庫。
設計開發從重軌軋制工藝的能耗、前滑、矯直壓力、平直度、應力應變五個方面為突破口的控制工藝模型。其中,能耗模型的主要作用是進行負荷分配,確定初始壓下量,它是計算矯直力矩的前提,因而是最重要的控制模型之一。前滑模型用于計算矯直輥轉速。矯直壓力模型是設備最重要的工藝參數,是制定工藝制度的依據。矯直壓力模型也是能耗模型、前滑模型和平直度模型的基礎。平直度模型用于計算在初始設定參數的情況下,模型能夠得到的矯直效果。應力應變模型的作用是通過運用ANSYS有限元軟件分析數據庫中的數據對重軌鋼力學性能的影響。參數模型不僅從軋制工藝的各個主要方面實現了復合矯直工藝控制,也很好地滿足了對多規格重軌工藝參數的控制需求[6]。
4 模型的檢驗
根據所開發的平立復合矯直參數模型,結合現場實際應用情況,對不同重軌型號、不同矯直輥壓下量進行統計分析,計算和實測的部分數據如表1所示。
從表中可以看出,運用所開發的模型,能夠準確地計算出不同規格重軌的壓下分配量,所預測的平直度數值與實測數據相符合,達到了控制工藝模型設計初始的參數要求。
重軌質量得到提高,不但可以延長重軌使用壽命、提高重軌成材率、代替進口節約大量外匯,還可以提高列車運行的安全性和平穩性、乘坐的舒適性。矯直是重軌生產過程中所必須的最后形變工藝,也是保證重軌質量的重要工序,而重軌的平直度、殘余應力的大小和分布狀態之間的相互聯系是由重軌矯直機的結構參數和矯直工藝參數決定的。因此對重軌矯直進行全面、綜合的深入研究,對提高重軌的質量、提高成材率、延長使用壽命和節約外匯等具有重要意義。

表1 實測數據
[1]張偉.板帶軋機自動厚度控制模型的研究[J].中國機械工程,2008,19(1):95-98.
[2]李培玉.一種智能故障診斷系統的研制[J].組合機床與自動化加工技術,2006,48(10):60-61.
[3]魏天斌.高速重軌生產線及武鋼重軌生產線的建設[J].武鋼技術,2005,43(5):25-27.
[4]張凱.重軌孔型CAD系統的參數化設計與實現[J].軋鋼,2006,23(4):54-57.
[5]孫一鋒.武鋼重軌生產工藝設備改造及產品開發[J].軋鋼,2005,22(4):45-47.
[6]Senturia S n Micm—system Design[M].Boston:Klu—wet Academic Publishers,2001.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
光學精密工程(2016年6期)2016-11-07 09:07:19
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
核科學與工程(2015年4期)2015-09-26 11:59:03
石油化工應用(2014年8期)2014-03-11 17:40:03