面向訂單裝配的客車生產(chǎn)計劃系統(tǒng)建模與設計
2010-04-11 08:07:12孫德廠史海波
制造業(yè)自動化 2010年12期
孫德廠,史海波,彭 慧
SUN De-chang1,2, SHI Hai-bo1, PENG Hui1
(1.中國科學院 沈陽自動化研究所,沈陽 110016;2.中國科學院 研究生院,北京 100049)
面向訂單裝配的客車生產(chǎn)計劃系統(tǒng)建模與設計
Modeling and designing on ato bus production scheduling system
孫德廠1,2,史海波1,彭 慧1
SUN De-chang1,2, SHI Hai-bo1, PENG Hui1
(1.中國科學院 沈陽自動化研究所,沈陽 110016;2.中國科學院 研究生院,北京 100049)
首先,在分析面向訂單裝配的生產(chǎn)計劃特點的基礎上,提出了客車生產(chǎn)計劃三層結(jié)構(gòu)模型,工廠層、車間層、工序?qū)印H缓螅O計系統(tǒng)功能,分析執(zhí)行流程,并介紹了系統(tǒng)實現(xiàn)的平臺。最后,應用案例驗證了系統(tǒng)的有效性。
面向訂單裝配;生產(chǎn)計劃;建模
0 引言
對客戶而言,無論是單位用車、旅行車、公交車、公路客運車,都是客戶的重要資產(chǎn)、營運工具、生產(chǎn)資料。為便于車輛維修、備品備件管理、標識統(tǒng)一,客戶對車輛配置做出特定的要求。客車生產(chǎn)按照訂單要求進行零部件的加工、采購、及最終裝配,即:面向訂單裝配(Assembly To Order ATO)的模式組織生產(chǎn)[1]。
從供應鏈角度,ATO是一種利用已有庫存零部件配置成客戶所需定制化產(chǎn)品的生產(chǎn)方式。對產(chǎn)品進行標準化、模塊化設計,形成產(chǎn)品系列。根據(jù)市場預測,提前生產(chǎn)或采購零部件,提供各種選裝配置。有具體的銷售活動驅(qū)動最終產(chǎn)品的裝配,裝配過程多品種、小批量、混流生產(chǎn),提升了生產(chǎn)的柔性[2]。企業(yè)信息系統(tǒng)中,ERP系統(tǒng)對物料需求計劃做了良好的處理,生成各種零部件的生產(chǎn)計劃或采購計劃;而在生產(chǎn)計劃領域,由于企業(yè)產(chǎn)能、生產(chǎn)批次、調(diào)度規(guī)則、調(diào)度算法等方面的限制,不能滿足車間生產(chǎn)計劃、生產(chǎn)控制的需求。文獻[3]以利潤最大化為目標構(gòu)建了供應鏈聯(lián)盟企業(yè)生產(chǎn)計劃模型,用于控制零部件的存儲成本、訂貨成本和缺貨成本。文獻[4]介紹了一個根據(jù)訂單需求、BOM結(jié)構(gòu)生成產(chǎn)品裝配計劃、零部件生產(chǎn)計劃的生產(chǎn)管理系統(tǒng)。文獻[5]構(gòu)建了一個求解最小化生產(chǎn)成本、庫存成本、非柔性成本的面向產(chǎn)能柔性的生產(chǎn)計劃模型。這些模型用于解決供應鏈內(nèi)企業(yè)間生產(chǎn)計劃或企業(yè)內(nèi)部主生產(chǎn)計劃問題,但對實際的執(zhí)行計劃較少涉及。
客車生產(chǎn)屬于離散行業(yè),整車裝配過程生產(chǎn)周期長,生產(chǎn)過程控制復雜。ATO模式下,如何在訂單交貨期內(nèi)合理的安排訂單的投產(chǎn)計劃、車輛上線順序、階段生產(chǎn)計劃、車間詳細作業(yè)計劃以拉動物料的運輸、車間之間的生產(chǎn)協(xié)調(diào),進而安排不同車間生產(chǎn)設備、班組班次、組織生產(chǎn)是目前客車裝配環(huán)節(jié)急需優(yōu)化的問題。面對復雜的客車制造過程,同時兼顧能力平衡、生產(chǎn)過程均衡,不同作業(yè)環(huán)境約束條件不同,生產(chǎn)計劃系統(tǒng)宜采用分層設計的思路[6],分別實現(xiàn)工廠層、車間層、工序?qū)由a(chǎn)計劃。
1 客車生產(chǎn)計劃系統(tǒng)建模
1.1 工廠層—訂單上線計劃
在面向訂單裝配的業(yè)務模式下,銷售訂單是企業(yè)組織生產(chǎn)活動的源頭,訂單流程為:與客戶商務溝通之后創(chuàng)建意向訂單、經(jīng)審核后轉(zhuǎn)為確定訂單、驅(qū)動物料需求計劃、生產(chǎn)裝配、車輛入庫、訂單發(fā)運、訂單結(jié)算。訂單生命周期流程如圖1所示:

圖1 訂單周期模型
在生產(chǎn)裝配環(huán)節(jié),如何根據(jù)確定銷售訂單的車型、數(shù)量、優(yōu)先級、交貨期,在企業(yè)生產(chǎn)能力、生產(chǎn)現(xiàn)狀、投產(chǎn)規(guī)則等約束下,以滿足客戶交貨期為目標,制定訂單上線計劃,決定投產(chǎn)生產(chǎn)線、投產(chǎn)順序、投產(chǎn)時間。訂單上線計劃是產(chǎn)前準備的依據(jù),具有極其重要的意義。
客車整車生產(chǎn)能力影響因素有整車裝配廠個數(shù)、生產(chǎn)線的數(shù)量、生產(chǎn)線產(chǎn)能、生產(chǎn)線生產(chǎn)車型、生產(chǎn)節(jié)拍等。
生產(chǎn)現(xiàn)狀包括每個裝配廠、生產(chǎn)線已經(jīng)安排的生產(chǎn)計劃、現(xiàn)有生產(chǎn)車輛的生產(chǎn)進度、生產(chǎn)線、設備的運行狀態(tài)、是否有庫存車輛、是否有客戶撤單在生產(chǎn)車輛等。
投產(chǎn)規(guī)則包括生產(chǎn)線生產(chǎn)車型優(yōu)先級、同一車型的連續(xù)性、訂單的優(yōu)先級、交貨期、插單規(guī)則等。
1.2 車間層—階段生產(chǎn)計劃
客車裝配主要分為底盤、車身兩部分,兩者在承裝的開始工序吊裝點焊接在一起成為整車。底盤生產(chǎn)主要包括車架半成品件制作、車架焊接、底盤裝配三個階段;車身生產(chǎn)主要有車身半成品制作、車身焊裝、車身涂裝、整車承裝、品質(zhì)檢驗五個階段[6]。客車裝配階段模型如圖2所示。
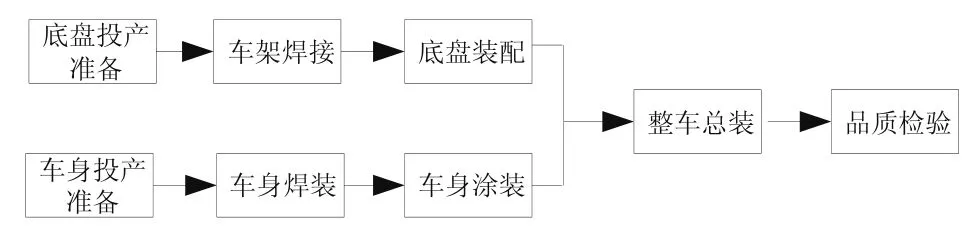
圖2 客車裝配階段模型
為便于廠級調(diào)度、車間執(zhí)行、生產(chǎn)過程協(xié)調(diào)。在訂單上線計劃的基礎上,參考生產(chǎn)階段周期生成車輛生產(chǎn)階段計劃。底盤的生產(chǎn)計劃參照整車車身的生產(chǎn)計劃。
1.3 工序?qū)印敿氉鳂I(yè)計劃
在各生產(chǎn)車間內(nèi)部,組織方式、生產(chǎn)環(huán)境差別比較大。如:半成品件制作采用機群加工模式,屬于加工車間;車架生產(chǎn)、底盤裝配、車身焊裝、整車承裝采用流水線作業(yè);涂裝車間屬于柔性流水線車間;品質(zhì)檢驗為開放車間[8]。需要針對不同的生產(chǎn)環(huán)境使用不同算法,其中以涂裝車間工藝最為復雜,以此為例進行分析、建模。
涂裝車間生產(chǎn)布局采用“行車道+工位”的柔性生產(chǎn)模式,又叫“抽屜式”生產(chǎn),此柔性生產(chǎn)模式與流水線相比轉(zhuǎn)運次數(shù)多、工作效率低[9],屬于勞動密集型,自動化程度低,生產(chǎn)過程控制困難,再加上焊裝下線與承裝吊裝約束,造成生產(chǎn)計劃制定比較困難,比較粗的生產(chǎn)計劃對車間生產(chǎn)指導意義不大。涂裝車間計劃環(huán)境、約束規(guī)則分析如下:
1)工序:從焊裝完工,白車身進入涂裝車間,到涂裝完工,期間要經(jīng)過表面處理、底漆、原子灰、密封發(fā)泡、中途、縮孔修補、面漆、彩條、清漆、涂裝收尾10道工藝,每道工藝分2~5個工序,平均參與排產(chǎn)的工序多達30道[10]。
2)額定工時:工序間額定工時不同,為使生產(chǎn)均衡,不同工序配備不同數(shù)量的班組,使工序間生產(chǎn)節(jié)拍一致;
3)工作中心:不同工序工作中心的性質(zhì)不同,如前處理工序處理車輛的能力與配備的班組個數(shù)相關,一個班組同時只能處理一個車輛;底漆噴涂、底漆烘烤與配備的噴房、烘房的數(shù)量相關,一個噴房、烘房同時只能處理一個車輛。涂裝車間作業(yè)模式為柔性流水線,如圖3所示:

圖3 涂裝車間生產(chǎn)模型
4)約束條件:焊裝車間車輛交付、承裝車間吊裝車輛需求、車輛的優(yōu)先級、工位用途等。
1.4 生產(chǎn)計劃三層結(jié)構(gòu)模型
綜上所述,基于客車生產(chǎn)過程控制需求,建立生產(chǎn)計劃系統(tǒng)層次結(jié)構(gòu)模型如圖4所示。在整個模型中,根據(jù)確定訂單的車型、數(shù)量、交付日期運行生產(chǎn)計劃。首先,生產(chǎn)計劃制定訂單上線計劃、車輛投產(chǎn)序列;其次為使各車間、生產(chǎn)階段之間生產(chǎn)進度相匹配,生成各生產(chǎn)階段計劃;為便于車間內(nèi)部生產(chǎn)進度控制、人員、設備安排,在生產(chǎn)階段計劃的框架下對車間制定詳細作業(yè)計劃。

圖4 生產(chǎn)計劃層次結(jié)構(gòu)模型
2 系統(tǒng)設計與實現(xiàn)
2.1 系統(tǒng)功能設計
生產(chǎn)計劃系統(tǒng)包括組織架構(gòu)管理、工廠日歷管理、工藝工序管理、約束規(guī)則管理、訂單管理、現(xiàn)場數(shù)據(jù)管理、生產(chǎn)計劃執(zhí)行、計劃發(fā)布、權限管理,如圖5所示:
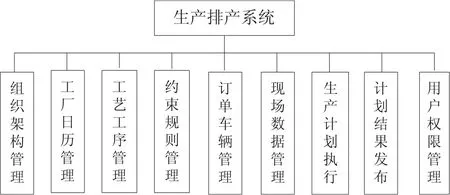
圖5 生產(chǎn)排產(chǎn)系統(tǒng)功能結(jié)構(gòu)
組織架構(gòu)管理:包括工廠定義、車間定義、生產(chǎn)線定義、工位定義、班組定義,及其之間的分配、隸屬關系。
工廠日歷管理:包括工廠作息時間管理、車間作息時間管理、班組作息時間管理、加班時間管理。
工藝工序管理:工藝階段管理、工序管理、工序工時管理、工序工作中心管理。
約束規(guī)則管理:訂單上線計劃約束規(guī)則、階段生產(chǎn)計劃約束規(guī)則、詳細作業(yè)計劃約束規(guī)則。
訂單車輛管理:訂單數(shù)據(jù)獲取、訂單數(shù)據(jù)校驗,包括整車信息、車身信息、底盤信息。
現(xiàn)場數(shù)據(jù)管理:現(xiàn)場數(shù)據(jù)獲取、現(xiàn)場數(shù)據(jù)校驗。
生產(chǎn)計劃執(zhí)行:訂單上線計劃生產(chǎn)、訂單上線計劃校驗、確認;車身階段生產(chǎn)計劃運行、底盤階段生產(chǎn)計劃運行、階段生產(chǎn)計劃校驗、確認;底盤詳細作業(yè)計劃、焊裝、涂裝、承裝、質(zhì)檢詳細作業(yè)計劃,詳細作業(yè)計劃校驗、確認。
生產(chǎn)計劃發(fā)布:工廠上線計劃查詢、車間投產(chǎn)計劃查詢、生產(chǎn)線計劃查詢、班組作業(yè)計劃查詢。
用戶權限管理:角色管理、用戶管理。
2.2 生產(chǎn)計劃流程
系統(tǒng)業(yè)務流程可分為三個部分,靜態(tài)數(shù)據(jù)管理、計劃執(zhí)行、結(jié)果發(fā)布。靜態(tài)數(shù)據(jù)主要包括組織結(jié)構(gòu)管理、工廠日歷維護、工藝工序管理、約束規(guī)則管理,這些參數(shù)體現(xiàn)了產(chǎn)能、約束規(guī)則,決定了排產(chǎn)算法、排產(chǎn)目標;計劃執(zhí)行包括訂單管理、現(xiàn)場數(shù)據(jù)管理、生產(chǎn)計劃執(zhí)行,這些均是動態(tài)數(shù)據(jù),是系統(tǒng)運算的對象。生產(chǎn)計劃發(fā)布以工廠、車間、生產(chǎn)線、班組等組織架構(gòu)或工藝工序結(jié)構(gòu)發(fā)布,使整個生產(chǎn)過程有序、相互協(xié)調(diào)。生產(chǎn)計劃執(zhí)行流程如圖6所示:
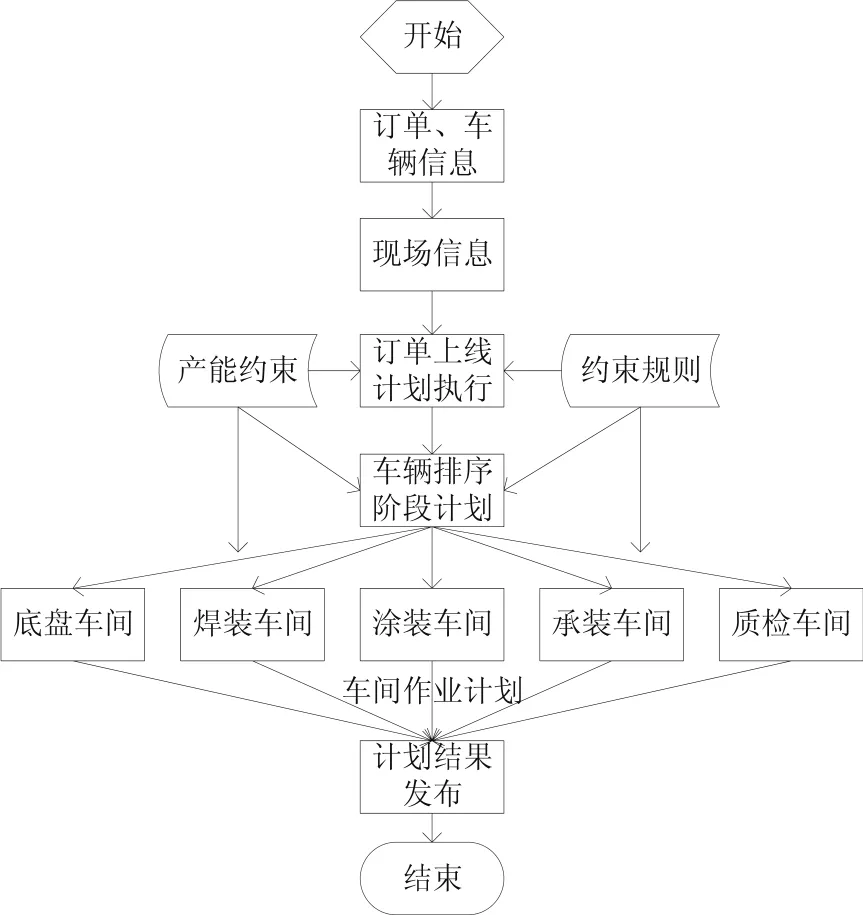
圖6 生產(chǎn)計劃執(zhí)行流程
2.3 系統(tǒng)實現(xiàn)
系統(tǒng)實現(xiàn)基于Microsoft .NET Framework3.0,采用Visual studio 2008集成開發(fā)環(huán)境。模式為B/S、C/S混合架構(gòu),C/S架構(gòu)有很強的數(shù)據(jù)交互能力、業(yè)務流程控制、算法實現(xiàn)能力,缺點是客戶端維護工作量大,不能支持異地處理;而B/S架構(gòu)有豐富的數(shù)據(jù)表現(xiàn)、查詢能力,且無需客戶端維護,但業(yè)務處理能力欠缺,尤其是復雜的算法實現(xiàn)。故C/S模式主要用于數(shù)據(jù)維護、算法實現(xiàn),B/S用于結(jié)果發(fā)布與查詢。真正體現(xiàn)了“分布應用,集中處理”。系統(tǒng)采用面向?qū)ο蟮木幊谭椒ǎ阌谙到y(tǒng)的升級與維護,具有較強的擴展性、移植性。
數(shù)據(jù)管理采用SQL Server 2005數(shù)據(jù)庫,組織架構(gòu)、工廠日歷、工藝工序、約束規(guī)則、基礎數(shù)據(jù)在生產(chǎn)計劃系統(tǒng)中通過數(shù)據(jù)維護保存在數(shù)據(jù)庫中。訂單車輛信息、現(xiàn)場數(shù)據(jù)信息分別來源于ERP、MES系統(tǒng),使用iWay Software DataMigrator工具從數(shù)據(jù)庫直接進行數(shù)據(jù)抽取、轉(zhuǎn)換并載入(Extract, Transform, Load - ETL)到生產(chǎn)計劃系統(tǒng)的數(shù)據(jù)庫中,每天定時運行,也可以手動觸發(fā)執(zhí)行。方便、快捷的實現(xiàn)了企業(yè)數(shù)據(jù)集成。數(shù)據(jù)集成關系如圖7所示:
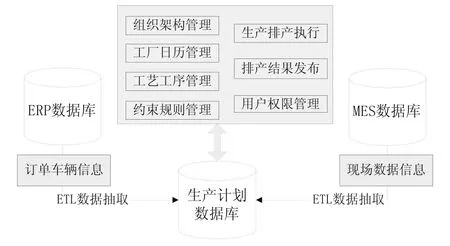
圖7 數(shù)據(jù)集成關系
3 系統(tǒng)實施
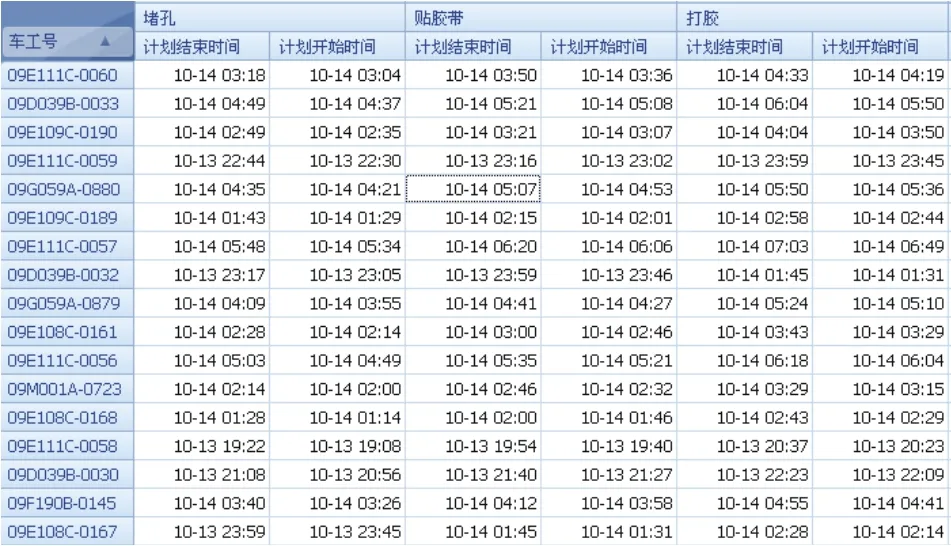
圖8 涂裝詳細作業(yè)計劃結(jié)果示例
本系統(tǒng)在某客車企業(yè)的生產(chǎn)計劃項目中進行實施,涉及到計劃處、生產(chǎn)處等生產(chǎn)管理部門,部署在2個焊裝車間、2個涂裝車間、2個總裝車間、1個質(zhì)檢車間。對企業(yè)的生產(chǎn)能力詳細分析、約束規(guī)則準確識別。通過系統(tǒng)的運行,訂單上線計劃、車輛上線順序提升了生產(chǎn)的協(xié)調(diào)性和均衡性,階段生產(chǎn)計劃使生產(chǎn)進度控制有章可循,詳細作業(yè)計劃增強了車間控制、提升了生產(chǎn)執(zhí)行效率。圖8為涂裝車間詳細作業(yè)計劃示例。
4 結(jié)論
面對復雜的生產(chǎn)過程計劃問題,本文提出分層的結(jié)構(gòu)模型,在不同的層級生產(chǎn)能力、約束規(guī)則、計劃環(huán)境不同,導致采取的算法差別較大。同時,不同層級之間、同一層級不同模塊之間相互約束,從而更為確切的反應了實際生產(chǎn)過程之間的相互制約、相互協(xié)調(diào),采用分層的解決方法降低了問題的復雜程度,便于系統(tǒng)實現(xiàn)與實施。區(qū)別于傳統(tǒng)生產(chǎn)計劃系統(tǒng)的方面是,本系統(tǒng)從MES系統(tǒng)集成生產(chǎn)現(xiàn)場信息,生產(chǎn)計劃在生產(chǎn)現(xiàn)狀基礎之上,計劃結(jié)果更具有可執(zhí)行性。在系統(tǒng)運行過程中,發(fā)現(xiàn)生產(chǎn)執(zhí)行與生產(chǎn)計劃會存在偏差,如果采用頻繁運行生產(chǎn)計劃的方法,將不利于生產(chǎn)計劃的穩(wěn)定性。如何使用生產(chǎn)控制系統(tǒng)對生產(chǎn)執(zhí)行進行糾偏,如何以事件驅(qū)動方式修訂生產(chǎn)計劃,從而實現(xiàn)動態(tài)調(diào)度是本系統(tǒng)進一步研究的內(nèi)容。
[1] 陳學文.面向訂單裝配汽車制造企業(yè)網(wǎng)絡訂單管理系統(tǒng)[J].電腦知識與技術(學術交流),2009,18:1532-1535.
[2] 魯玉軍,鐘文明,祁國寧.按訂單裝配型定制產(chǎn)品配置設計過程研究[J].機電工程,2008,25(5):24-28.
[3] 王志強,余玉剛,劉曉偉.協(xié)調(diào)戰(zhàn)略和運作計劃的ATO型供應鏈設計集成模型[J].系統(tǒng)管理學報,2007,16(2):144-149.
[4] 李智.面向訂單裝配的生產(chǎn)管理系統(tǒng)研究[J].中國制造業(yè)信息化,2005,34(9):88-92.
[5] 肖佩,賈國麗,辜志強.面向產(chǎn)能柔性的綜合生產(chǎn)計劃模型研究[J].機械工程與自動化,2007,6(3):79-82.
[6] 劉民,吳澄.制造過程智能優(yōu)化調(diào)度算法及其應用[M].北京:國防工業(yè)出版社,2008.296-304.
[7] 文峰,劉培亮.加強客車生產(chǎn)過程質(zhì)量控制[J].客車技術與研究,2009,4:59-61.
[8] Michael Pinedo. Scheduling:Theory,Algorithms,and System[M].Beijing:Tsinghua University Press 2005:13-18.
[9] 嚴伯昌.客車車身的涂裝工藝[J].電鍍與涂飾,2008,27(2):5 2-54.
[10]崔紹俊.客車涂裝的發(fā)展趨勢[J].現(xiàn)代涂料與涂裝,2008,11(1):27、36.
TP315
A
1009-0134(2010)11(上)-0009-04
10.3969/j.issn.1009-0134.2010.11(上).03
2010-03-10
國家自然科學基金青年基金(60904047);遼寧省科技項目(2006219008)
孫德廠(1976 -),男,河南蘭考人,博士研究生,主要從事生產(chǎn)計劃與控制研究。
猜你喜歡
今日農(nóng)業(yè)(2022年15期)2022-09-20 06:56:20
工業(yè)設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
家庭影院技術(2017年9期)2017-09-26 03:41:45
雜文月刊(2016年1期)2016-02-11 10:35:51
現(xiàn)代企業(yè)(2015年8期)2015-02-28 18:54:47
