減輕1 000 mm2大截面導線壓接散股程度的措施
2010-03-28 06:20:22郎福堂
電力建設 2010年12期
郎福堂,杜 偉
(北京送變電公司,北京市,102401)
0 引言
導線液壓接續施工是架線施工中的一項重要隱蔽工序[1]。接續管和耐張線夾與導線的握著力是輸電線路安全運行的重要保證[1-4]。隨著輸電線路電壓等級的不斷提高和輸電容量越來越大,導線截面也隨之加大,寧東—山東±660 kV直流輸電工程的一般線路段使用JL/G3A-1000/45-72/7導線,這是國內輸電線路首次使用1 000 mm2截面導線。接續管和耐張管的壓接工藝是1 000 mm2截面導線工程應用的關鍵技術之一。參照SDJ 226—87《架空送電線路導線及避雷線液壓施工工藝規程》[2]中的有關規定,在對1 000 mm2截面導線進行壓接試驗時,鋁管壓接完成后,管口附近的導線出現了嚴重的散股現象。因此,如何在保證導線與金具液壓連接握著強度的前提下,減輕鋁管管口處出現的“導線散股”程度,提高1 000 mm2截面導線壓接質量,就成為了一個重要的研究課題。
1 導線壓接散股的原因和影響
1.1 導線壓接散股的原因和影響因素
導線壓接施工時在管口處均會產生不同程度的散股現象,原因是:導線鋁絞線彈性模量比鋼芯小,壓接后鋁絞線延伸量比鋼芯大得多;另外,壓接時鋁絞線各層的受力不相同,外層相對受力大,壓接后鋁股外層變形伸長量大于內層,鋁股與鋼芯、鋁股內外層之間存在相對位移;并且壓接順序是從鋁管的中部向端部壓接,由于鋁股延伸,變形量會向管口積聚,最終導致鋁管管口附近出現導線散股及鼓肚現象。
導線壓接散股的嚴重程度主要與以下因素有關:(1)導線的截面積。截面積越大的導線壓接后導線鋁線層壓縮和延伸量越大,與鋼芯的相對位移也越大。(2)導線絞制層數。導線絞制層數越多,內層線股握緊鋼芯所需壓模施加的壓力越大,壓接伸長量越大。(3)導線的鋁鋼比。相同外徑的導線鋁鋼比越大,鋁截面越大,壓接引起的鋁股壓縮量和延伸量越大。(4)壓接鋁管外徑。相同內徑的鋁管外徑越大,壓接引起鋁管的絕對延伸量越大。(5)鋁管的實際壓接長度。壓接長度越長,所引起的累計延伸量越大。
JL/G3A-1000/45-72/7輸電導線的截面積為1 045.38 mm2,鋁鋼比為23.25,壓接鋁管外徑為φ72 mm,鋁管一端的實際壓接長度為350 mm,壓接鋁管尺寸詳見表1。該型大截面導線具備了使壓接施工產生嚴重散股的條件:導線截面積大、四層絞制、鋁鋼比大、鋁管外徑大、鋁管壓接長度長等。

表1 1 000 mm2導線壓接鋁管參數Tab.1 Parameters of crimping tubes for 1 000 mm2cross-section conductor
1.2 導線嚴重散股的影響
導線壓接后嚴重散股對導線產生的影響主要表現在以下方面:(1)力學性能。導線壓接后嚴重散股時,內外層導線不能同等受力,這樣會降低導線機械強度。(2)外觀工藝。外觀質量差,不能滿足《1 000 mm2導線架空送電線路施工及質量驗收規范》中“連接后管口附近不得有明顯的松股現象”的質量要求[4]。
2 減輕大截面導線壓接散股程度的措施
2.1 使用大噸位壓接機
提高壓接機壓力可容許模具進一步加長,以加大鋁管與導線之間的正壓力,同時鋁管和導線間的接觸表面增大,摩擦力相應增大,使鋁管受壓后減少鋁管延伸和導線外層股線的延伸和變形積聚,在徑向上充分往鋁股空隙處擠壓。表2中的試驗數據表明,壓接機噸位越大,壓接后鋁管的延伸量越小。另外,使用大噸位壓接機,由于減少了壓接模數,既可提高壓接效率,也可使壓接管壓后不易彎曲。
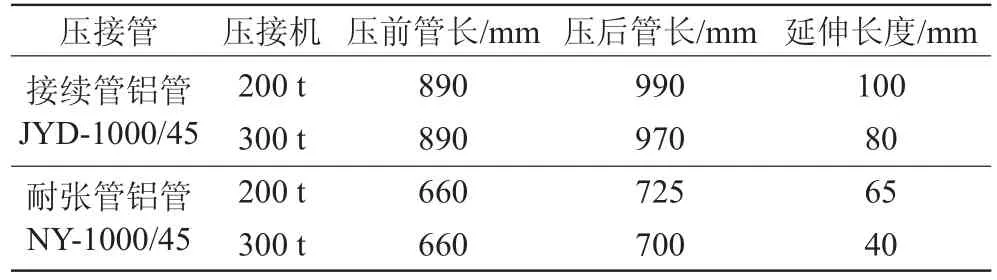
表2 不同壓接機和壓模的壓接試驗數據Tab.2 Testing data of compression jointing with different crimping machines and dies
2.2 改變鋁管壓接方向
2.2.1 改變耐張管鋁管壓接方向
為敘述方便,文獻[2]規定的耐張管鋁管壓接方向稱為“正壓”,與規定的壓接方向相反的壓接順序稱為“倒壓”。
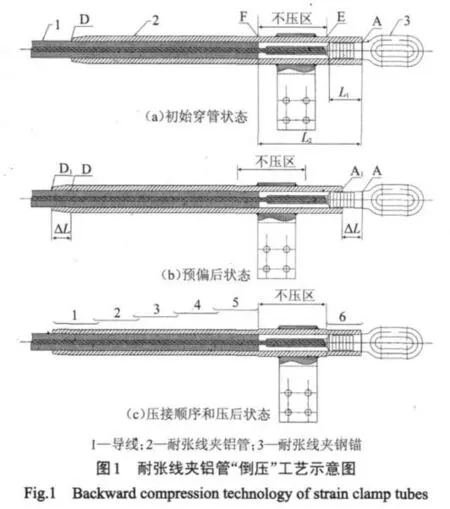
“倒壓”工藝是從耐張管導線側管口處開始,逐模向耐張管鋼錨側施壓,這樣鋁管的延伸量逐步向耐張拉環的方向累積,導線也會同向延伸,壓接管管口處的散股現象則不會產生。
采用“倒壓”工藝時,耐張管鋁管壓接前后狀態及壓接順序如圖1所示。穿耐張管鋁管時,在鋁管所能穿到鋼錨極限位置處畫定位印記A,在鋁管另一端口處導線上畫定位印記D,A到耐張線夾鋼錨壓接末端處的距離為L1,A到鋁線端頭的距離為L2,從鋼錨側管口向內量L1并在鋁管上標記為E,從鋼錨側管口向內量L2并標記為F,如圖1(a)所示;從D點沿導線向外量ΔL標記為D1,將鋁管管口從D點調整對齊到D1,如圖1(b)所示;耐張鋁管的壓接順序如圖1(c)所示,從D1向A1壓接。
2.2.2 改變接續管鋁管壓接方向
為敘述方便,文獻[2]規定的接續管鋁管壓接方向,即壓接從鋁管的中部向靠近導線的端部壓接稱為“正壓”,從接續管鋁管端口向中部壓接的工藝稱為為“反壓”,從接續管鋁管一端向另一端壓接的工藝為“順壓”。
接續管鋁管按照“反壓”工藝壓接,先壓一端的鋁管會向另一端延伸,導線向自由端延伸,鋁管先壓端管口的松股現象則不會產生,而后壓一端鋁管與導線的延伸受到先壓一端的約束,鋁管與導線的變形情況比較復雜。試驗證明,采用“反壓”工藝壓接時,鋁管會產生嚴重的彎曲變形,且后壓一端的鋼芯和鋁股之間會產生相對滑動,因此,“反壓”工藝存在重大的技術風險,不宜采用。
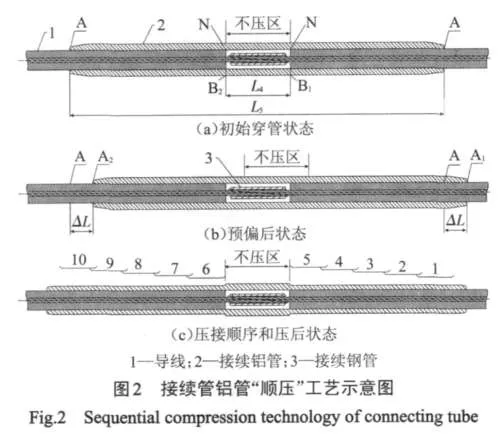
接續管鋁管采用“順壓”工藝時,先壓一端的鋁管會向另一端延伸,導線向自由端延伸,鋁管先壓端的管口的松股現象會得到抑制,而后壓一端的鋁管與導線的延伸會向管口方向積累,后壓一端管口導線將仍會出現散股現象。
“順壓”工藝的示意圖如圖2所示。穿接續鋁管時,自導線切割印記N分別向導線兩側量取(L5-L4)/2處畫鋁管定位印記A,在接續管鋁管上從兩管口分別向內量取(L5-L4)/2處畫鋁管壓接印記B1、B2,如圖2(a)所示;從A點向外側量ΔL標記為A1,將鋁管管口從A點調整對齊到A1,在另一側管口導線上作標記A2,如圖2(b);壓接時從到A1向A2壓接,如圖2(c)所示。
試驗證明,“順壓”工藝能夠消除接續管鋁管先壓一端管口的散股現象,而且不存在后壓一端延伸量無法釋放導致接續管嚴重彎曲的鋼芯與鋁股相對滑移的問題,因此,綜合比較“正壓”、“倒壓”和“順壓”三種壓接工藝,“順壓”是3種工藝中最佳的方案。另外,推薦采用從牽引場一側向張力場一側的壓接順序。張力展放過程中,導線在張力和放線滑車摩擦力的作用下,鋁管后壓一端管口的散股現象向張力場方向傳遞,使后壓一端管口導線的散股程度得到一定程度緩解。
2.2.3 壓接預偏值
采用耐張管鋁管“倒壓”、接續管鋁管“順壓”工藝時,應將鋁管向先壓一端偏移一定距離ΔL,預留出鋁管的壓接伸長量,具體偏移量必須通過試驗確定。通過試驗發現,鋁管的壓接伸長量與模具長度、模間重疊大小、鋼模內側與鋁管間的磨擦力等因素有關,模具越長、模間重疊越小、鋼模內側與鋁管間的磨擦力越大,則鋁管的壓接伸長量越小。試驗中,JYD-1000/45接續管在“順壓”時,其預偏值取45~50 mm;NY-1000/45耐張線夾“倒壓”時,其預偏值取40~45 mm。
2.3 使用導線卡箍
在鋼芯鋁絞線絞制完成后,鋁股間存在著較大的應力,當導線被切斷時,鋁股之間的應力會自然釋放,鋁股之間將產生不可逆轉的變松散現象,如果不加約束,松散會很快向遠離斷頭的方向傳遞。在斷線前和穿管過程中,使用卡箍卡緊導線,并保證在導線的斷線、剝線、穿管、壓接等過程中卡箍使用“不空檔”,就可以對鋁股施加一定的約束,從而減輕由于鋁股間扭曲應力造成的松散現象。
2.4 導線擺放平直
在進行張力場場地布置時,應將導線錨線地錨設置在距張力機導線出口稍遠處,給導線液壓壓接操作留出足夠的空間,保證導線液壓壓接操作時能夠將被接續的導線擺放平直,避免導線彎曲對導線松股造成影響。在液壓壓接斷線前,首先調直液壓壓接范圍及以外6~10 m范圍內的導線;液壓壓接時,扶平液壓機兩側的導線,消除導線自重對液壓管的下壓力。
2.5 注意鋁管旋進方向
穿鋁管時如果按鋁股絞制方向相反的方向旋進,則會造成鋁管端口處的鋁股松散現象;如果鋁管旋進方向與鋁股絞制方向一致,則能保證鋁管端口處鋁股緊密。當接續管鋁管穿管時,被接續導線一側朝旋緊方向旋進時,其另一側必然是旋松方向,因此,在接續管鋁管穿管后應兼顧兩側,通過旋轉鋁管使鋁管兩側鋁股緊密程度一致。
3 結語
減輕1 000 mm2大截面導線壓接散股程度的幾項措施,已推廣應用于寧東—山東±660 kV直流輸電工程線路工程。實踐證明,這些措施能夠有效地減輕1 000 mm2大截面導線壓接散股的程度,其中改變壓接方向、便用大噸位壓接機是比較有效的措施。在工程中推薦的耐張線夾鋁管壓接順序為“倒壓”;接續管鋁管壓接順序為從牽引場向張力場方向“順壓”。耐張管鋁管“倒壓”和接續管鋁管“順壓”的關鍵是提前通過試驗確定鋁管壓接伸長量。
[1]李慶林.架空送電線路施工手冊[M].北京:中國電力出版社,2002:596.
[2]SDJ226—87架空送電線路導線及避雷線液壓施工工藝規程[S].北京:水利電力出版社,1987.
[3]朱艷君,尋 凱,孔耕牛,等.大截面導線壓接產生散股原因分析及消除措施[J].電力建設,2010,31(4):94-99.
[4]郎福堂.1 000 kV特高壓架空輸電線路工程緊線施工工藝研究[J].電力建設,2007,28(10):24-29.
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
小天使·一年級語數英綜合(2015年2期)2015-01-14 06:35:05