精密圓錐滾子軸承軸向跳動分析
2010-03-16 12:25:04李恒才吳志平
哈爾濱軸承 2010年1期
李恒才,吳志平,于 瑩
(哈爾濱軸承集團公司精密軸承分公司,黑龍江哈爾濱150036)
1 前言
隨著我國現代工業的快速發展,主機水平的不斷提高,對其配套產品軸承的精度和性能要求越來越高。精密圓錐滾子軸承主要用于機床主軸。為提高市場競爭力,必須不斷提高精密圓錐滾子軸承的旋轉精度和使用壽命。
2 軸承各工作表面凸量對側擺的影響
外圈滾道凸量、內圈滾道凸量及圓錐滾子凸量是影響精密圓錐滾子軸承軸向跳動(以下簡稱側擺)的主要因素。下面分別對32012x/P5、30210/P5、32032x/P5三個型號的軸承進行試驗。所用儀器為 D712、D714、D723、D723B、D724、D724B、J743、D744、D742B、DB721、G903,所用儀表為0.5μm扭簧表,負荷套重符合標準要求。
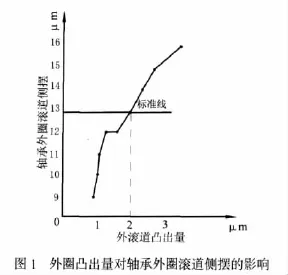
2.1 外圈滾道凸量對滾道側擺的影響
在軸承32012 x/P5內圈(內圈滾道凸量為1.7μm)和滾動體不變的條件下,更換外圈進行試驗。外圈的幾何精度及試驗結果見表1和圖1。由圖1可見,軸承外圈滾道側擺隨外圈滾道凸量的增加而增大,當凸量為2μm時,側擺值達到技術要求的最大值。經生產驗證,在內圈滾道及滾子的凸量合格,且其它各項精度均符合技術要求時,當外圈滾道凸量≤2μm時,軸承外圈滾道側擺100%合格。在這種情況下內側擺符合技術要求。
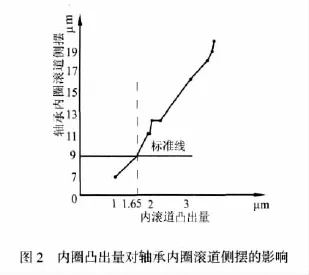
2.2 內圈滾道凸量對滾道側擺的影響
在軸承32012 x/P5外圈(外滾道凸量為2μm)和滾動體不變的條件下,更換內圈進行試驗。內圈的幾何精度及試驗結果見表2和圖2。由圖2可見,軸承內圈滾道側擺隨內圈滾道凸量增加而增大,當凸量為1.65μm時,內側擺值達到技術要求的最大值。經生產驗證,內徑≤60mm的軸承,內滾道凸量≤1.65μm,外圈滾道凸量≤2μm,滾子凸量合格,其余各項均符合技術要求時,軸承的內圈滾道側擺和外圈滾道側擺值100%合格。
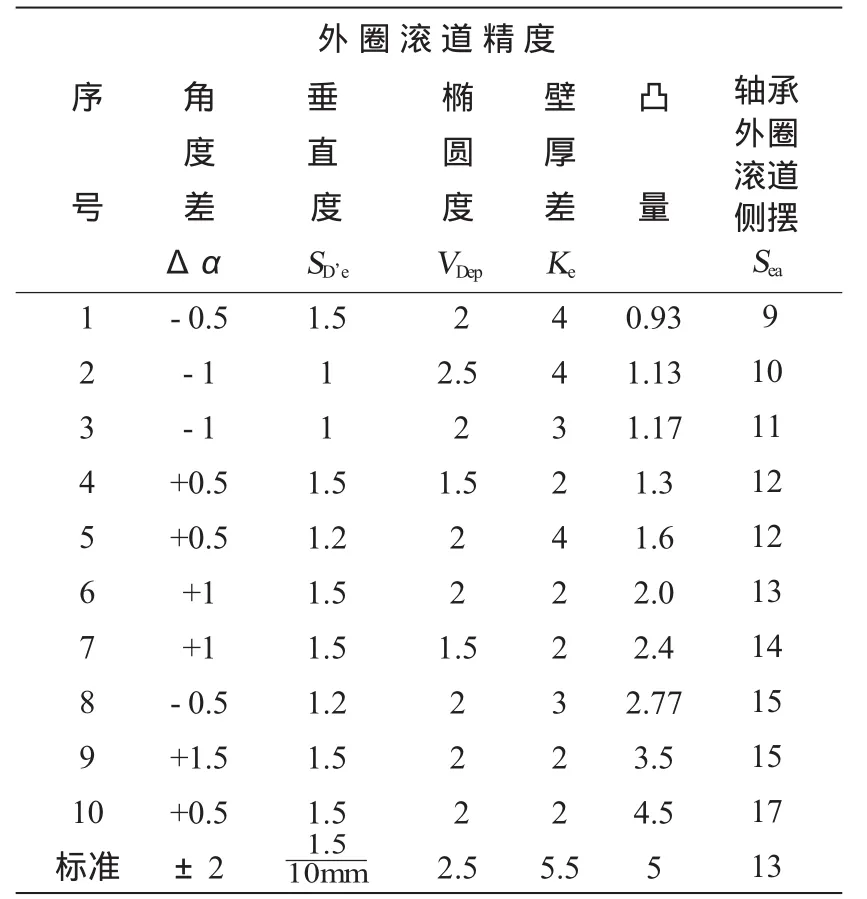
表1 外滾道凸出量對外側擺的影響μm

表2 內滾道凸出量對內側擺的影響 μm
2.3 滾子凸量對滾道側擺的影響
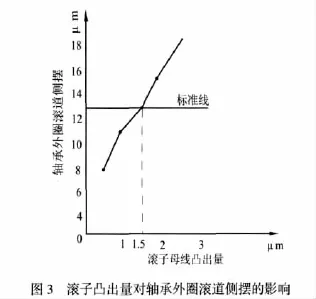
對30210/P5軸承進行更換滾子試驗,內圈滾道凸量為1.65μm,外圈滾道凸量為2μm,每組滾子的幾何精度和試驗結果見表3和圖3。由圖3可見,軸承外圈滾道側擺隨滾子凸量增加而增大;當凸量為1.5μm時,外圈滾道側擺值達到技術要求的最大值。經生產驗證,內徑≤60mm軸承,外圈滾道凸量≤2μm,內圈滾道凸量≤1.65μm,滾子凸量≤1.5μm時,其余各項皆符合技術要求時,軸承外圈滾道側擺100%合格,同時內圈側擺也符合技術要求。
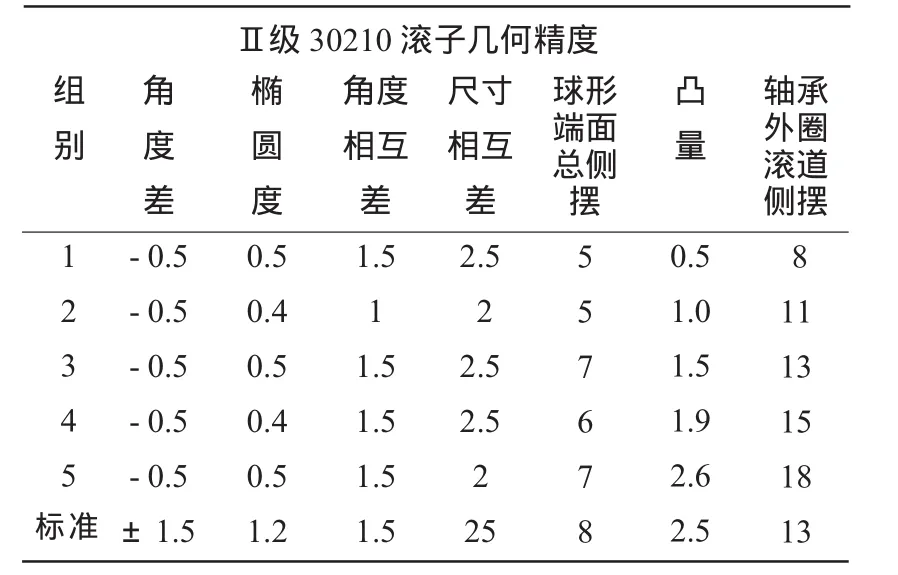
表3 滾子母線凸出量對外側擺的影響 μm
2.4 滾子球形端面總側擺對滾道側擺的影響
對32032x/P5軸承進行更換滾子的試驗,其內圈滾道凸量為1.65μm,外圈滾道凸量為2μm,試驗結果見表4。由表4可見,軸承內圈滾道側擺隨每組滾子的球形端面總側擺的增加而明顯增大,當總側擺值從7.5μm增大到19.2μm時,滾道側擺值也由8μm增大到14μm。經生產驗證,圓錐滾子大頭直徑≥18mm的軸承,其滾子總側擺值≤10μm時,其余各項皆符合技術要求時,則軸,承內圈滾道側擺和外圈滾道側擺100%合格。

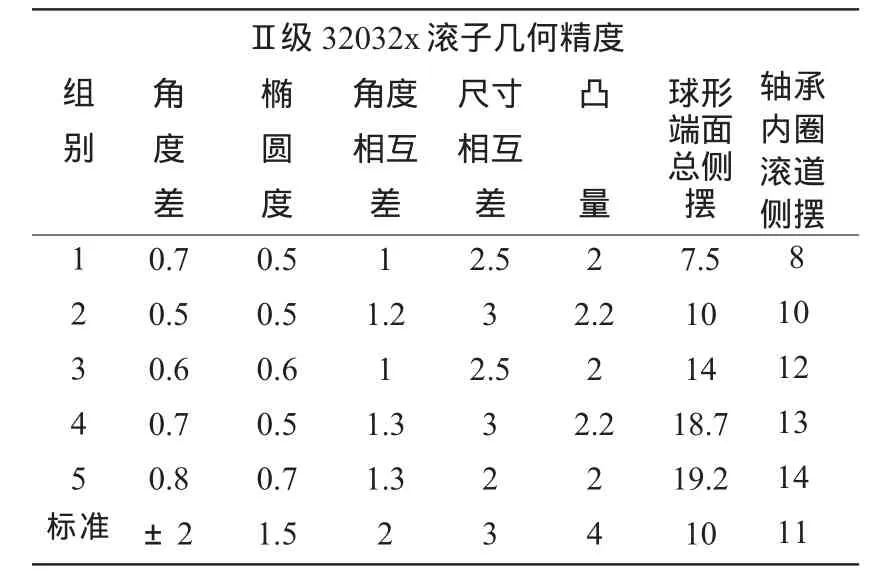
表4 滾子球形端面總側擺對內側擺的影響μm
通過試驗數據可以看出,軸承外圈滾道、內圈滾道和滾子的凸量大小是影響軸承滾道側擺的重要因素,其影響程度主次關系分別為滾動體、內圈滾道及外圈滾道。
3 凸量的產生及計算
3.1 圓錐滾道表面凸量的產生
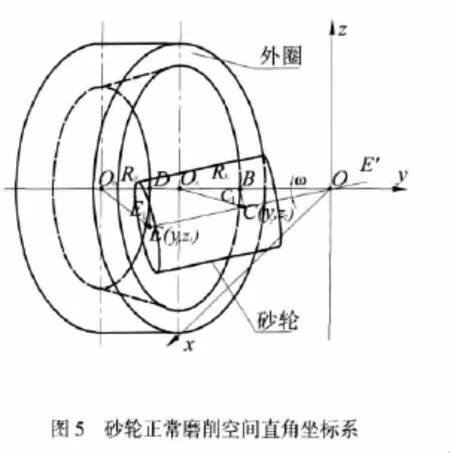
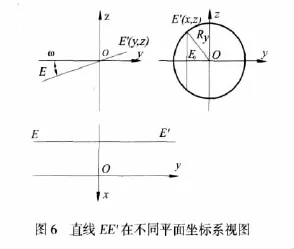
以外圈滾道為例說明凸量的產生原理。眾所周知,軸承行業磨削外滾道多采用MZ2015、M2120等磨床。由于該類磨床的砂輪軸剛性較低,磨床裝配累積誤差和縱向磨削分力等因素的影響,將導致砂輪軸工作中心線與水平面產生交角ω,如圖5所示。
圖5為空間直角坐標系,其原點O的位置在砂輪軸理想水平中心線的前軸承座孔中心上;xoy為水平面;y軸為砂輪與圓錐滾道實際接觸磨削線或的延長線)的回轉軸線;EE'是與y軸既不相交又不平行的空間直母線。滾道表面是由EE'繞y軸回轉、且又繞自身軸線自轉(投影在xoy面上的磨削線與y軸間保持定距離a)而形成的,見圖7所示。
CE斜的直線方程式為:
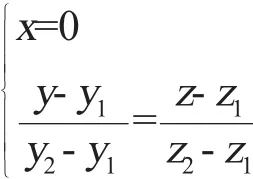

(1)與(2)聯立得:
x2+z2-y2·tg2ω=a2
則上式可以簡化為:

公式(3)為單葉回轉雙曲面方程式。滾道表面則為該雙曲面的一部分,即段。它不是完整的單葉回轉雙曲面,其形狀與ω相關。
3.2 凸量的計算
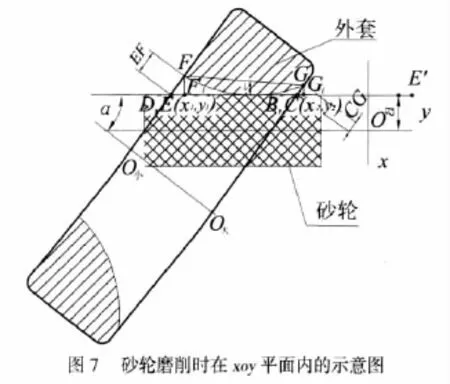

同理,在互傾角為α+90°的直角三角形DOE和DO小E中可計算出:

在直角三角形GBG1與FDF1中,可分別求出:

而在直角梯形GFF1G1中,知<l<,于是可通過已知與求出l的近似值,即

式中:l—外圈滾道母線的凸量;
R大、R小—分別為外圈滾道O大圓與O小圓的半徑;
ω—磨削線與xoy水平面的縱向夾角;
L—外圈滾道母線的直線長度,即圖5中直線BD;
α—外圈滾道母線與其中心線的夾角。
依式(6)計算的l值為近似值。當ω=0時,則l=0。在實際生產中,因每個套圈滾道留量不同等因素影響,致使作用在砂輪軸上的縱向磨削分力不同,導致軸的縱向變形量亦不同,故ω值不同,所以值l也隨之變化和不同。由此可知,即使同型號,同一批量的套圈,在同一磨床上磨削,其l值并不一致。
當l值增大到使軸承的滾道側擺值達到或超過技術要求時,可依據用數學統計法得來的實際l值,依式(6)計算出ω值,可通過對磨床的維修,采用針對性措施來減少ω值,以保證l值合格。
4 控制凸量產生的措施
通過試驗及生產驗證表明,軸承各零件工作表面凸量的大小是影響精密圓錐滾子軸承滾道側擺的重要因素之一。凸量合格,其它各項又均符合技術要求,則軸承滾道的內、外側擺100%合格。不管是外圈滾道凸量,還是內圈滾道凸量的產生皆是由于磨床砂輪軸在磨削工件時的懸臂特點產生ω角,從而導致l的產生。
在生產中控制l值的辦法:
(1)提高砂輪軸剛性。目前國內軸承行業磨削外圈滾道,多數采用砂輪軸懸臂長、剛性低的萬能內圓磨床,如M2120、M2110A等,建議將該類磨床砂輪軸軸頸加粗,砂輪軸固定殼體直徑增大,以提高磨軸的剛性;或采用砂輪軸剛性較高的MZ2015及MZ208等設備取代上述設備,以減小ω值和適量控制l值。
(2)由于磨床裝配時的累積誤差等因素導致出現的ω,為適量控制l值,應針對性地適量墊高砂輪軸座前端或尾部,以期減小ω值。
(3)在磨加工工序間可采用抽查法控制l值合格。內圈滾道直線性是采用直線性樣板光隙法檢查;外圈滾道是采用由內圈、滾子及保持器三者的組合體著色法回轉檢查。上述兩個檢查法皆要求以滾道中間接觸為基礎,接觸長度≥80%的滾道長度,就可以基本上將l值控制在要求范圍內:內圈滾道l≤1.65μm;外圈滾道l≤2μm。滾子l值可直接采用101儀器測量抽查。
5 結束語
通過對影響精密圓錐滾子軸承側擺原因的分析,如果滾動體、內圈滾道及外圈滾道的各項精度皆符合技術求時,那么滾動體、內圈滾道及外圈滾道的凸出量將是影響精密圓錐滾子軸承側擺的主要因素,所以只有將凸出量控制在合格的范圍內,才能生產出符合要求的精密圓錐滾子軸承。