內螺紋注射成型模具的設計
2010-02-26 10:51:42林浩波
裝備制造技術 2010年6期
林浩波
(河源職業技術學院,廣東 河源 517000)
定模電動機帶動內螺紋脫模機構運動技術,充分利用了簡單機械運動的原理,使注塑模具的結構更緊湊、簡單。可以大大減少模具制造難度和時間,而且模具成型塑件的時間也大大減少,從而降低生產成本,縮短生產周期。
1 產品結構分析
塑料零件的結構如圖1所示,為望遠鏡的結構塑料件,要求具有較高的強度、熱穩定性與尺寸穩定性。故材料選為PC+G10%。塑件的設計收縮率為0.35%,根據該原材料的流動性能,設定溢料間隙為0.05 mm。該塑件結構比較復雜,有內、外兩處螺紋,零件外形尺寸為Φ 30.44 mm×11.05 mm,考慮到塑件的生產效率和模具整體受力平衡,采用1模2腔。

圖1 產品零件圖
2 模具結構的設計
由于產品是望遠鏡的主要結構零件,要與其他零件進行配合,對產品的表面外觀質量要求較高。塑件要求配合面美觀、光潔,不允許有收縮痕、料斑、摩傷痕等缺陷。為了達到產品要求,塑件在進膠處要作減膠處理,且采取潛進膠方式進膠。塑件的進膠方式如圖2所示。

圖2 進膠口圖
模具的要求是1模2腔,排位如圖3所示。
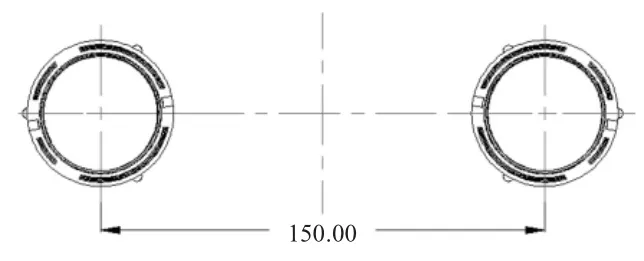
圖3 模具型腔分布圖
由于產品是圓筒薄壁型塑件,采用簡單的頂針推出方式將難于塑件推出,可以采用推板推出塑件。而模具是潛伏式進膠,推板推出不能把塑件與料頭分開推出,所以最終采用二級頂出的方式進行脫模。即用頂針的推出方式,先把料頭推出,再用推板推出的方式推出塑件。
產品的內、外圈都有螺紋需要成型,為了模具的結構合理、簡單,故產品的外螺紋采用滑塊的方式進行脫模。對于內螺紋,由于需要采用推板推出塑件,所以不能把內螺紋的脫模機構放置在動模一側,只能采用定模脫內螺紋的較復雜的方式。
模具有兩個分型面,一為脫內螺紋分型面,一為主分型面。模具開模順序的控制,采用橡膠開閉器、機械開閉器和彈簧來實現;而模具開模距離,則采用限位釘來控制。
由于模具有碰穿與插穿位,必須保證推出機構復位后,模具才可以合模,所以需設置安全復位機構(復位開關)。
注射模結構裝配圖如圖4所示。

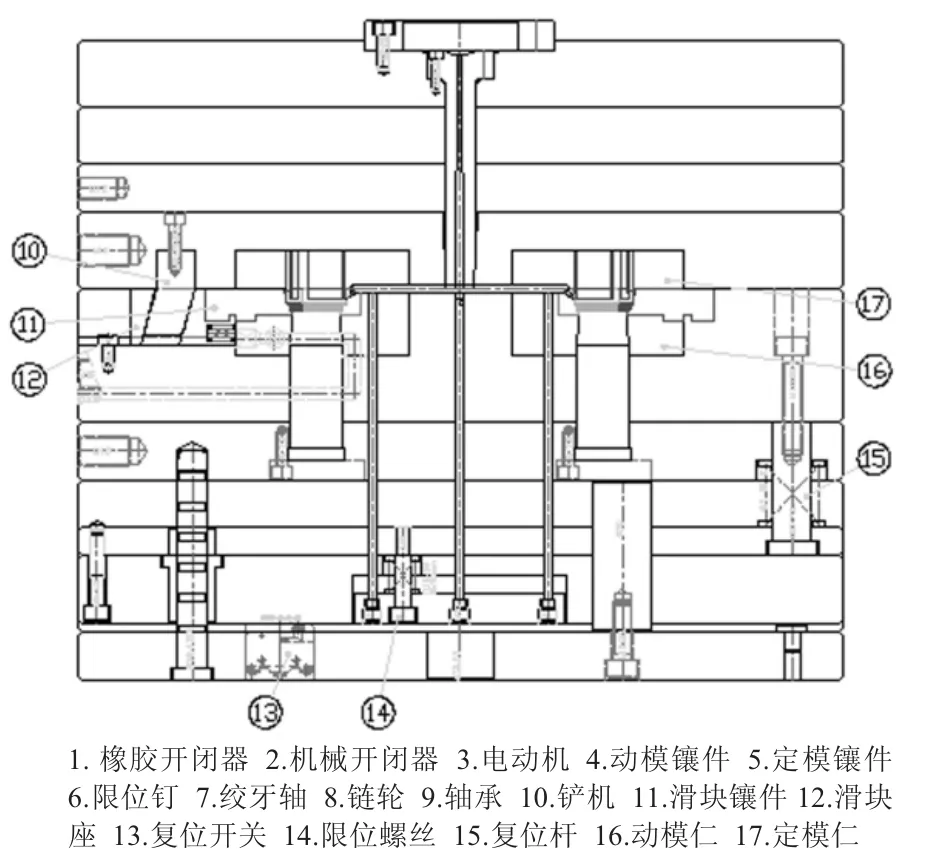
圖4 模具裝配結構圖
模具的壽命要求為50萬次。屬于中高產量,需要較高的精度要求。模具所有成型零部件都采用S136H鋼材。S136H鋼材是抗腐蝕塑膠模具鋼,具有高抗腐蝕、熱處理變形小等特點,適用于高精度鏡面模具。模具所有的滑動零部件采用DF2鋼材,DF2鋼材具有較好的耐磨性、穩定性,硬度達到HRC 50~52。
3 滑塊的設計
塑件的外圈都有倒扣,需要有側抽機構進行脫模,可以設置3個滑塊把塑件包圍。塑件在每個滑塊的運動方向有倒扣5.14 mm,設定滑塊的斜度為15.0°,當模具開模后,滑塊行程可以達到7.00 mm時,滑塊就能脫出塑件(如圖5所示)。
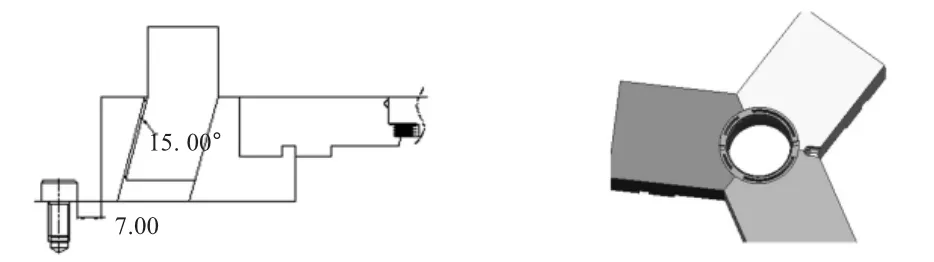
圖5 動模滑塊圖
4 脫內螺紋機構的設計
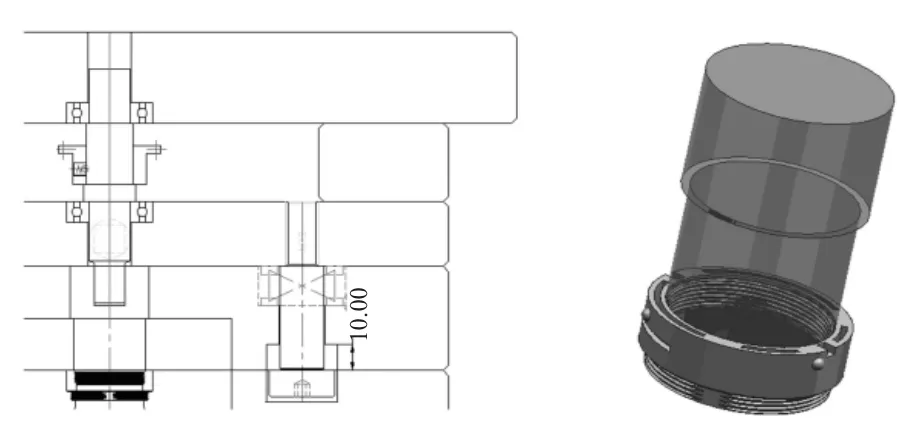
圖6 內螺紋脫模機構圖
塑件的內螺紋外徑為Φ 25.79 mm,內徑為Φ 24.97 mm,螺距為0.75 mm,高4.52 mm。故采用電動機帶動鏈輪,鏈輪帶動絞牙軸而使定模鑲件轉動脫出塑件。在電動機轉動的同時,模具在分型面分開10 mm,就能脫模。為了使絞牙軸徑向固定與轉動靈活,設置一對滾動軸承。鏈輪的內徑Φ 17.00 mm,大徑Φ 37.78 mm,模數6.35,齒數為17(如圖6所示)。
5 模具工作原理
注射成型后開模,模具在分型面(1)開模,開合模系統帶動后部分往后移,移動的距離由限位螺絲6確定10.00 mm。同時電動機轉動帶動鏈輪8轉動,而使絞牙軸7帶動定模鑲件5轉動脫出塑件的內螺紋(如圖7所示)。
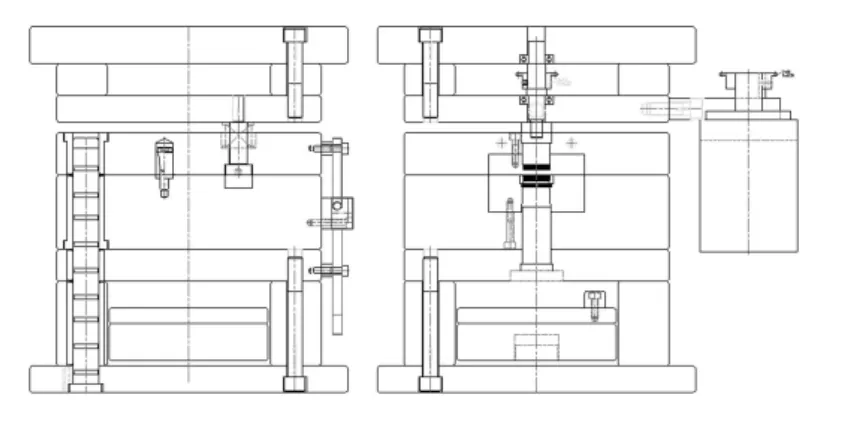
圖7 模具第一分型開模圖
分型面(1)在到達開模行程后,在開合模系統的帶動下模具動模繼續向后移動,分型面(2)開模,開模行程為100 mm。機械開閉器2脫離,模具的推出機構可以運動。同時在鏟機10的帶動下,動模滑塊11向后移動7.00 mm,動模滑塊脫離塑件(如圖8所示)。
圖8 模具第二分型開模圖
模具開模后,第一次推出機構推出10.00 mm,使料頭與塑件分離,料頭脫出模具。此時第二推出機構推出5.00 mm,把塑件從動模鑲件推出。
6 結束語
該模具在結構設計時,根據塑件的結構特點和表面質量要求,合理地選擇了流道的形式和進料口的形式,避免出現塑件表面的缺陷。電動機帶動脫內螺紋的選擇,解決了塑件內螺紋脫模困難的問題。三面滑塊的選用,使塑件外螺紋的脫模更順利,模具結構更簡單。二次頂出與推板推出的選用,避免了塑件表面的頂出缺陷,不但提高了產品質量,同時縮短了產品的成型周期,提高了生產效率。
[1]屈華昌.塑料成型工藝與模具設計[M].北京:機械工業出版社,2003.
[2]李海鋒.模具制造工藝學[M].北京:機械工業出版社,2000.
