不斷完善預(yù)合金粉末的性能,滿足金剛石工具的應(yīng)用(下)①
2010-01-24 12:34:06姜榮超鄭日升
超硬材料工程 2010年5期
關(guān)鍵詞:生產(chǎn)
姜榮超,鄭日升
(湖南伏龍江超硬材料有限公司,湖南長沙410205)
為此歐泰克金剛石工具公司采用圖9a所示的還原爐對冷壓后生坯刀頭還原,新途金剛石工具公司則采用圖9b型還原爐還原[12、13]。

圖9 生坯刀頭還原設(shè)備Fig.9 The deoxidizing equipm ent of the segment
2.6 激光焊接鋸片的脫脂、抽真空和氮?dú)獗Wo(hù)下的燒結(jié)
我國引進(jìn)的激光焊接鋸片的生產(chǎn)工藝中,多采用制粒和全自動(dòng)冷壓機(jī)壓制刀頭,燒結(jié)時(shí)多采用DSP475,510/515燒結(jié)機(jī)進(jìn)行燒結(jié),此時(shí)采用脫蠟,抽真空,充入保護(hù)氣氛(N2)進(jìn)行燒結(jié),既提高了石墨模具的壽命,又充分保證了刀頭的燒結(jié)質(zhì)量,其典型的燒結(jié)工藝曲線見圖10。
2.7 氫氣/氨分解氣氛保護(hù)下隧道式連續(xù)熱壓燒結(jié)爐
早期的隧道式連續(xù)燒結(jié)爐在爐內(nèi)不能加壓,而在出爐后,在爐口附近安裝一冷壓機(jī),將出爐產(chǎn)品加壓,故質(zhì)量不夠穩(wěn)定,產(chǎn)品密度、硬度不理想。現(xiàn)北京極度金剛石科技有限公司推出的隧道式連續(xù)熱壓燒結(jié)爐,爐管四面加溫,爐道溫度場均勻,溫差可控制在±1℃左右。設(shè)置有七段溫區(qū),即三段預(yù)燒區(qū)、四段燒結(jié)區(qū),在熱壓區(qū)實(shí)施熱壓燒結(jié),有效地提高了燒結(jié)密度、硬度與金剛石的把持力,因而有效改善了金剛石工具的使用性能。整個(gè)燒結(jié)工藝由PLC工控器精確控制。故能有效控制產(chǎn)品質(zhì)量的長期穩(wěn)定性與重復(fù)性生產(chǎn)。由于精確的熱壓燒結(jié)與可控冷卻工藝的調(diào)整及采用新型熱壓模具,故可有效調(diào)節(jié)金剛石工具燒結(jié)后的刀頭硬度、基體硬度及基體平整度,使金剛石工具整體動(dòng)平衡、靜平衡系數(shù)得到有效控制,保證了產(chǎn)品的穩(wěn)定性與重復(fù)性生產(chǎn)。
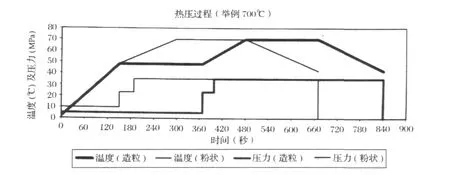
圖10 DSP475/510/515燒結(jié)機(jī)燒結(jié)工藝曲線Fig.10 The sin tering techno logy curve of the DSP475/510/515 sin term achine
該設(shè)備從裝卸模具到操作設(shè)備僅需1人,生產(chǎn)效率高,以Φ150電爐為例,日產(chǎn)Φ115mm熱壓鋸片3000片,冷壓燒結(jié)鋸片6000片,能大幅度提高能源的利用率與生產(chǎn)效率,節(jié)能降耗,有效降低產(chǎn)品的制造成本與性價(jià)比。廈門宇信金剛石工具公司生產(chǎn)使用的Φ350型連續(xù)熱壓燒結(jié)爐,其技術(shù)性能見表5。

表5 隧道式連續(xù)式金剛石工具燒結(jié)爐基本技術(shù)性能Tab le 5 The characteristicsof con tinuous sin term achine fo r d iam ond too ls
3 不斷完善預(yù)合金粉末的性能,以滿足金剛石工具應(yīng)用的需求
3.1 霧化法中氣霧化生產(chǎn)的預(yù)合金氧含量更低
資料[12]表明:水霧化生產(chǎn)的預(yù)合金粉末,細(xì)粉所占比例較大,而氣霧化生產(chǎn)的合金粉末粒度范圍分布更窄。粒度均勻性更好。氣霧化粉末呈規(guī)則球形,而水霧化粉末呈不規(guī)則狀。水霧化粉末中O、C、M n含量遠(yuǎn)大于氣霧化粉末,其中O2含量為氣霧化粉末的20倍(見表6)。

表6 FeN i30氣霧化與水霧化預(yù)合金粉的氧含量比較Table 6 Comparison of the oxygen con tent between the water atomizationp re-alloy powder and the gas atom izationpre-alloy powder
3.2 改進(jìn)水霧化噴嘴結(jié)構(gòu),完善工藝參數(shù),將進(jìn)一步降低氧含量
資料[13、14]表明,為了達(dá)到更細(xì)的霧化效果,對噴嘴部分進(jìn)行改進(jìn),采用主副兩套噴嘴,均為兩向塞式板狀流V型噴射,扁面角度15°,兩者互成90°布置,噴射頂角不同,主噴嘴焦點(diǎn)在上,頂角為40°,單噴嘴流量為30L/m in,副噴嘴焦點(diǎn)在下,頂角為30°,單噴嘴流量為20L/m in,通過副噴嘴不僅可以實(shí)現(xiàn)對液滴的二次粉碎,并起到冷卻作用,提高冷卻速度,進(jìn)而提高細(xì)粉收得率,且使產(chǎn)出的粉末形狀趨于不規(guī)則化,降低粉末的松裝密度,提高壓制性能。
提高水霧化的壓力,增設(shè)氮?dú)獗Wo(hù)裝置,在適當(dāng)?shù)穆┭壑睆健⑦^熱度條件下,試制出低氧含量的超細(xì)預(yù)合金粉,300目以細(xì)粉末獲得率達(dá)90%以上,D 50>10μm,氧含量在2300×10-6以下。見表7、表8。

表7 不同霧化水壓力下粉末性能Tab le 7 Pow der p roperties under the differen t w ater atom ization p ressu re

表8 施加氮?dú)獗Wo(hù)前后粉末氫損對比(%)Table 8 Comparison of hydrogen lose in the pow derbefore and after adding nitrogen gas
3.3 優(yōu)化預(yù)合金粉的還原工藝參數(shù),進(jìn)一步降低氧含量
資料[15]對8組不同水霧化FeCu30預(yù)合金粉的試驗(yàn)研究表明:隨著還原溫度的升高,FeCu30水霧化預(yù)合金粉的氫損和松裝密度降低,燒結(jié)密度和抗彎強(qiáng)度提高,硬度逐漸均勻,產(chǎn)品的壓縮性與成型性得到顯著改善,650℃~700℃還原時(shí)粉末性能趨于穩(wěn)定。不同還原溫度下粉末的氫損與松裝密度見表9。

表9 不同還原溫度下粉末的氫損與松裝密度Tab le 9 Hyd rogen lose and fill density of pow der under differen t deox id izing
對于不同組分的預(yù)合金粉,必須優(yōu)化其還原工藝的參數(shù),以便實(shí)現(xiàn)粉末的良好的壓制性與成型性,合理的氧含量,產(chǎn)品的良好的使用性能,如硬度、密度、抗彎強(qiáng)度、抗沖擊性,其最終產(chǎn)品必須滿足BS En 13236:2001安全標(biāo)準(zhǔn)。還原工藝參數(shù)包括:還原溫度,還原時(shí)間(推舟速度),每舟的裝料量與裝料高度,還原氣氛的質(zhì)量等。
3.4 制取良好的粉末形貌,提高粉末的壓制成型性
粉末的成形性主要受顆粒形狀與結(jié)構(gòu)的影響[16]。粉末顆粒松軟,形狀不規(guī)則,壓緊后顆粒間的聯(lián)結(jié)增強(qiáng),成形性就好。如還原鐵粉的壓坯強(qiáng)度就比霧化鐵粉高,在評價(jià)粉末壓制性時(shí),必須綜合比較粉末的壓縮性與成形性。一般說來,成形性好的粉末往往壓縮性差,而壓縮性好的粉末則成形性差。
而粉末的形狀與結(jié)構(gòu)與粉末預(yù)合金粉的制出方法有關(guān),圖11a、b為伏龍江公司TF系列預(yù)合金粉形貌,圖11c為D r.F ritsch(飛羽公司)M aster Tec-1預(yù)合金粉形貌圖,11d為某公司水霧化預(yù)合金粉形貌。a、b、c三種預(yù)合金粉壓制成形性好。水霧化預(yù)合金粉多為球形與不規(guī)則形狀,壓制成形性差,在常規(guī)冷壓成形過程中,不易脫模,成品率低,工人不愿使用,影響工人的經(jīng)濟(jì)收入。
3.5 粉末細(xì)化與超細(xì)化,提高粉末的燒結(jié)性能
筆者對三種不同生產(chǎn)方法獲得的FeN iCo預(yù)合金粉(D r.Fritsch德國飛羽公司濕法冶金法獲得的M aster Tec-1、M aster Tec-2,伏龍江公司多金屬電解沉積法獲得的TF-110、TF-120及另一公司水霧法獲得的CSF-01粉)進(jìn)行了X-RA Y衍射物相分析(見圖12)。結(jié)果說明三者都形成FeN iCo預(yù)合金粉,但它們的性能則不同(見表10)。
由圖12和表10可見,不同生產(chǎn)方法獲得的FeN i-Co預(yù)合金粉性能也不同。M aster Tec-1、M aster Tec-2采用濕法冶金生產(chǎn),性能優(yōu)異,但價(jià)格昂貴,僅在歐洲市場獲得應(yīng)用,在國內(nèi)未曾開拓市場。CSF-01水霧化生產(chǎn)的FeN iCo,含N i、Co各為20%左右,成本下降有一定困難,但形貌以球形為主,冷壓成型性差。TF-110、TF-120采用循環(huán)再生利用方法生產(chǎn),價(jià)格上有競爭優(yōu)勢,性價(jià)比好。粒度較細(xì),燒結(jié)活性大,燒結(jié)溫度可降低50℃~80℃,硬度高,成形性好。

圖11 不同制造方法的FeNiCo預(yù)合金粉形貌Fig.11 Morphology of pre-alloy powder FeNiCo using different manufacture method

圖12 不同生產(chǎn)方法獲得FeNiCo預(yù)合金粉的X-ray物相分析Fig.12 X-ray of the pre-alloy powder FeNiCo made by differentmanufacture method
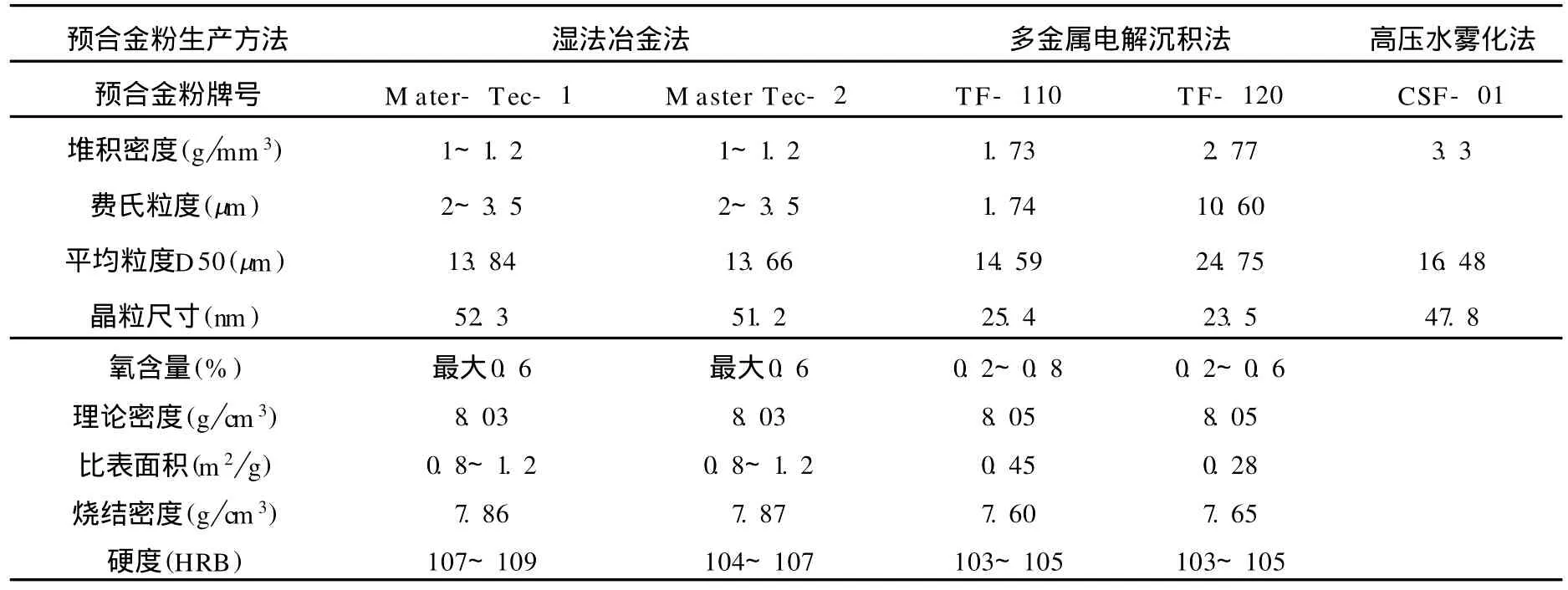
表10 不同生產(chǎn)方法獲得的FeNiCo預(yù)合金粉的性能Tab le 10 Characteristics of the pre-alloy powder FeNiComade by differentmanufactu remethod
3.6 以En13263安全標(biāo)準(zhǔn)為基礎(chǔ),建立自己的企業(yè)標(biāo)準(zhǔn)與行業(yè)標(biāo)準(zhǔn)
CEN發(fā)布的En13236是針對超硬材料工具安全性能的一套安全標(biāo)準(zhǔn),并得到歐美和亞洲日本與韓國等金剛石工具行業(yè)認(rèn)同,并獲得推廣,且逐漸成為超硬材料工具的國際標(biāo)準(zhǔn)[17]。En13236涉及對金剛石圓鋸片的要求:速度安全系統(tǒng)的要求。金剛石鋸片高速旋轉(zhuǎn)時(shí)產(chǎn)生的離心力可能導(dǎo)致鋸片產(chǎn)生永久變形而引起外徑增大,也可能導(dǎo)致刀頭變形破裂或脫落。En13236對此提出的安全系數(shù)必須滿足表11的要求。

表11 En13236提出的安全系數(shù)STab le 11 The safety coefficien t S p roposed by En13236
對于切割瀝青、混凝土、天然石材和人造石的金剛石圓鋸片,對于不同規(guī)格鋸片其基體厚度應(yīng)滿足表12的要求。對于激光焊接鋸片基體熱處理應(yīng)達(dá)到HRC36±3,對于燒結(jié)基體熱處理后應(yīng)達(dá)到HRC 43±3。
刀頭與基體的結(jié)合強(qiáng)度,對于刀頭結(jié)塊型焊接與燒結(jié)鋸片,刀頭與基體的結(jié)合強(qiáng)度或刀頭強(qiáng)度應(yīng)滿足以下最小抗彎強(qiáng)度σb的要求:
對用于手持式切機(jī)的金剛石鋸片:由σb≥600N/mm2(公式1)
對用于固定式或移動(dòng)式切機(jī)的金剛石鋸片:σb≥450N/mm2
檢驗(yàn)按圖13方式進(jìn)行,按1%比例進(jìn)行破壞性檢驗(yàn)。

刀頭與基體結(jié)合處為彎曲應(yīng)力為:

刀頭與基體結(jié)合處斷裂時(shí)最大施加力為Fmax,最大扭矩為M bm ax


表12 干切用金剛石圓鋸片基體厚度的要求Table 12 The requirements of base thickness of diamond circle saw blade for dry cutting

圖13 刀頭型金剛石圓鋸片板齒強(qiáng)度示意圖Fig.13 The bending strength of the segm en t of diam ond saw b lade
對于連續(xù)式(濕切)鋸片,刀頭與基體的結(jié)合強(qiáng)度或刀頭強(qiáng)度應(yīng)滿足以下最小扭矩Mb。

式中F=125N,D——鋸片外徑
檢驗(yàn)方法見圖14,按1%比例進(jìn)行破壞性試驗(yàn)。

圖14 連續(xù)邊緣型金剛石圓鋸片板齒強(qiáng)度示意圖Fig.14 Sketch of testing segm en t bending strength of diam ond saw b lade
我們必須從刀頭配方設(shè)計(jì),采用的粉末/預(yù)合金粉,燒結(jié)工藝等綜合措施滿足En13236安全標(biāo)準(zhǔn)要求,并以此為依據(jù)建立自己的企業(yè)標(biāo)準(zhǔn)與行業(yè)標(biāo)準(zhǔn),才能保證我們產(chǎn)品的質(zhì)量,滿足國內(nèi)外市場需求。
3.7 進(jìn)一步完善金屬粉末/預(yù)合金粉生產(chǎn)工藝流程,做到環(huán)保無污染
要做到金屬粉末/預(yù)合金粉的生產(chǎn)工藝流程在合理的濕度,溫度下進(jìn)行,實(shí)現(xiàn)每個(gè)環(huán)節(jié)的密閉連續(xù),防止生產(chǎn)過程中的氧化、污染,實(shí)現(xiàn)環(huán)保生產(chǎn)最為理想與重要。國內(nèi)外鐵鱗還原法生產(chǎn)的還原鐵粉工藝流程就滿足了上述要求。D r.F ritsch(飛羽公司)粉末事業(yè)部生產(chǎn)車間,可值得我們借鑒與參考。生產(chǎn)車間清潔,無污染無粉末外露與大氣接觸,各工序間密閉連接,保證了產(chǎn)品質(zhì)量。
[12] 趙新明,徐駿,朱學(xué)新,等.氣霧化和水霧化制備合成金剛石用FeN i3O粉末觸媒的差異[C].第五屆鄭州國際超硬材料及制品研討會(huì),2008:133-137.
[13] 李忠林,王振東.用水霧化法生產(chǎn)低氧含量超細(xì)預(yù)合金粉末[C].第五屆鄭州國際超硬材料及制品研討會(huì),2008:128-132.
[14] 陳振華.現(xiàn)代粉末冶金技術(shù)[M].化學(xué)工業(yè)出版社,2007.
[15] 趙振艷,李忠林,時(shí)令彬,等.還原溫度對水霧化FeCu3O預(yù)合金粉性能的影響[C].中國超硬材料技術(shù)發(fā)展論文集.2009:249-252.
[16] 張華誠.粉末冶金實(shí)用工藝學(xué)[M].治金工業(yè)出版社,2004.
[17] 劉一波,趙剛,趙萬林,等.En13236安全標(biāo)準(zhǔn)及其對中國金剛石工具行業(yè)的影響[J].金剛石與磨料磨具工程.2004(4):66-67,71.
猜你喜歡
江蘇安全生產(chǎn)(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
消費(fèi)導(dǎo)刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現(xiàn)代企業(yè)(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16
