竹炭改性滌綸的性能及其紡紗工藝探討
2010-01-19 07:42:28高小亮
山東紡織科技 2010年6期
高小亮
(鹽城紡織職業技術學院,江蘇鹽城 224005)
竹炭改性滌綸的性能及其紡紗工藝探討
高小亮
(鹽城紡織職業技術學院,江蘇鹽城 224005)
文章介紹了竹炭改性滌綸的主要性能。以紡制竹炭改性滌綸/棉50/50 20 tex紗線為例,分析了紡紗工藝配置情況,介紹了生產中采取的主要技術措施。
竹炭改性滌綸;混紡;工藝
1 竹炭改性滌綸及性能
竹炭改性滌綸纖維最早是日本研制開發出來的,2004年中國臺灣工業研究院成功開發出了竹炭改性滌綸纖維。竹炭改性滌綸纖維具有抗菌抑菌、釋放負離子、發射遠紅外線,屏蔽電磁波輻射、調節溫濕度等功能,是一種全新的功能性纖維。
竹炭改性滌綸短纖維由于竹炭粉的加入,其紡紗性能也隨之改變。如纖維薄弱環節增多,應力分布不勻,斷裂強度較低,能夠達到二等品和三等品的水平;線密度偏差率、超長纖維率能夠達到優等品的水平;長度偏差率能夠達到一等品的水平;倍長纖維含量僅能達到三等品的水平,需要調整和改進切斷設備和工藝。在紡織加工過程中要注意控制好溫濕度,以降低因靜電造成產品質量的危害。
竹炭改性滌綸由于竹炭粉的加入,密度明顯增大;由于炭粉為強的消光劑,纖維顏色呈灰色,化學處理不能脫色;在纖維內部呈現連續分布的黑點;用二甲基甲酰胺溶解纖維,竹炭改性滌綸溶解后顏色呈深灰色;竹炭改性滌綸吸附性能增強,回潮率增加,且由于竹炭粉中含有金屬離子,竹炭改性滌綸導電性能增加,體積比電阻顯著下降;由于纖維中的炭粉分子結構呈六角形,炭質致密、孔隙多、表面積大,因此,該纖維吸附分解能力強。
2 紡紗工藝流程
以竹炭改性滌綸/棉50/50 20 tex為例探討紡紗工藝流程與工藝配置原則。紡紗工藝流程如下:
棉:FA 002型自動抓棉機→SFA 035E型混開棉機→FA 106型豪豬式開棉機→SFA 161A型振動給棉機→FA 141型單打手成卷機→FA 201B型梳棉機→FA 311型并條機→FA 304型條卷機→FA 261型精梳機
竹炭改性滌綸:FA 002型自動抓棉機 →SFA 035E型混開棉機→FA 106型豪豬式開棉機→SFA 161A型振動給棉機→FA 141型單打手成卷機→FA 201B型梳棉機→FA 311型并條機
竹炭改性滌綸/棉:FA 311型并條機→FA 311型并條機→FA 311型并條機→FA 425型粗紗機→FA 506型細紗機→1332MD型絡筒機
3 紡紗工藝配置
3.1 開清棉工序
竹炭改性滌綸是一種新型化學纖維,極易產生靜電并發生粘卷現象,在混和時可適當給濕、加油以降低纖維表面的摩擦系數。由于竹炭改性滌綸長度整齊度好、長度長,因此,開清棉采用較短的流程,以開松混和為主,多松少打,多混少落,避免纖維過多損傷和糾纏。各部件打手速度適當降低,以減小打擊力度,避免過多損傷和糾纏。適當降低FA 106型打手速度,給棉羅拉與打手間隔距適當放大,減少打擊纖維次數,加強開松梳理,可減少纖維損傷和散失。采用較短的卷長和較重的定量可減少粘連。開清棉主要工藝參數:FA 106型開棉機打手速度410 rpm,FA 141型單打手成卷機綜合打手速度為921.6 rpm,棉卷羅拉速度11.92 rpm,卷子定量421 g/m。
3.2 梳棉工序
鑒于竹炭改性滌綸強力相對較低的特點,錫林和刺輥速度適當降低,以減少對纖維的損傷,適當放大兩者表面線速比,利于纖維由刺輥向錫林的轉移及纖維的伸直,保證纖維充分梳理,減少纖維損傷,減少纖維間的纏結和棉結,提高棉網清晰度;適當放大錫林與蓋板間隔距,防止纖維繞錫林;適當放大刺輥至小漏底間隔距,適當提高除塵刀高度,道夫與剝棉羅拉間隔距適當收小,適當放大錫林與蓋板間的進出口處隔距,有助于減少纖維的損傷,使纖維緩和分梳,順利轉移;適當增加給棉羅拉和大壓輥的壓力,有利于對棉層的有效握持,提高刺輥的分梳能力和分梳效果,減少棉網云斑,提高生條條干水平。刺輥速度800 rpm,錫林速度330 rpm,蓋板速度168.8 mm/m in,道夫速度31.4 rpm,錫林~刺輥隔距0.23 mm,錫林~蓋板五點隔距0.25 mm、0.23 mm、0.20 mm、0.20 mm、0.23 mm,錫林~道夫隔距0.18 mm,給棉板~刺輥隔距0.19 mm,刺輥~小漏底隔距3.5 mm,刺輥~除塵刀隔距0.28 mm,前張力牽伸1.35倍,生條定量19.58 g/5m。
3.3 并條工序
竹炭改性滌綸靜電現象嚴重,易纏繞膠輥和羅拉,影響生產,所以并條機采用抗靜電涂料膠輥,以減少靜電的不良影響。為進一步提高混和效果,采用三道并條,每道并條8根并合,即4根竹炭改性滌綸條和4根棉纖維條。采用輕定量、小牽伸,保證在牽伸過程中對纖維的控制,以便改善熟條條干,減少棉結。同時,為減少羅拉纏繞,并條出條速度應適當降低,并應加強對車間溫濕度的控制,濕度偏高掌握,應在65%左右,膠輥壓力應加大,以使握持力和牽伸力相適應,穩定纖維運動,提高條干水平。其主要工藝參數見表1。
3.4 粗紗工序
粗紗工序遵循“低速度、輕定量、重加壓、中捻度、大隔距”的工藝原則,以保證牽伸正常進行,使須條能保持密集狀態喂入主牽伸區,適當控制粗紗伸長率,粗紗捻度和卷繞密度適中,有利于粗紗條干的改善,粗紗卷裝直徑適當偏小,可減小粗紗退繞時的拖動張力,減小意外伸長,定量應適當偏輕,以改善紗條均勻度并提高成紗質量。其主要工藝參數如下:粗紗干定量5.35 g/10m,粗紗捻系數64,總牽伸6.59倍,后區牽伸1.18倍,錠速815.9 rpm,羅拉隔距 28.5 mm ×40.5 mm,鉗口隔距5 mm。
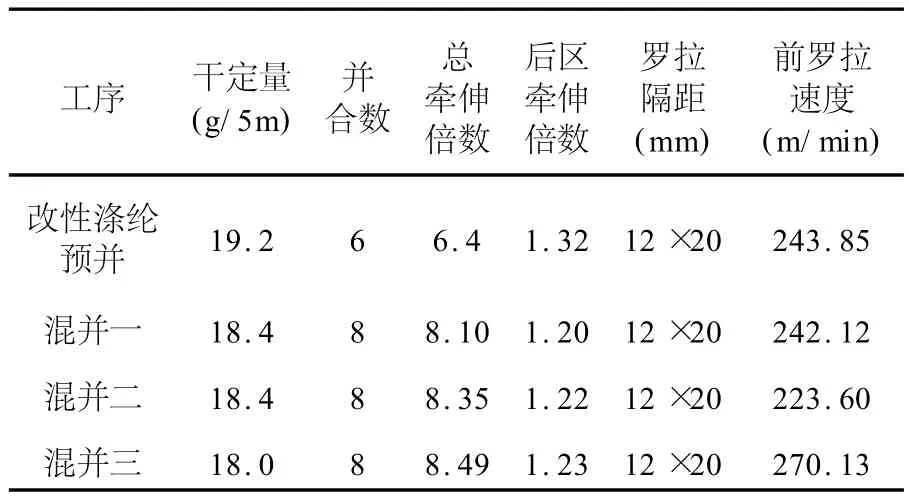
表1 并條主要工藝參數
3.5 細紗工序
根據竹炭改性滌綸特性,為控制成紗質量,我們對細紗工藝進行了優化配置,細紗捻系數適當偏大掌握,以增加纖維之間的抱合力,減少成紗毛羽;細紗膠輥硬度適當偏大,有利于成紗質量的提高;采用“中加壓、小鉗口隔距、大后區羅拉隔距、小后區牽伸倍數”的工藝原則。車間相對濕度控制在64%左右,以減輕靜電影響,使生產順利進行。可適當降低錠速,以便降低離心力和靜電積聚現象對成紗質量的影響。細紗主要工藝參數如下:細紗干定量1.91 g/100m,細紗捻系數350,總牽伸28.57倍,后區牽伸 1.29倍,錠速 13383.3 rpm,羅拉隔距18 mm×32 mm,鉗口隔距3 mm。
竹炭改性滌綸/棉50/50 20 tex混紡紗成紗質量如下:單紗強度15.12 cN/tex,斷裂伸長率4%,條干 CV 15.27%,單強 CV 13.70%,細節(-50%)12 個/km,粗節(+50%)98 個/km,棉結(+200%)65個/km。
4 結語
竹炭改性滌綸是一種新型化學纖維,紡紗時極易產生靜電并發生粘卷現象,混料時必須采取給濕、加油,并且保持車間合適而穩定的溫濕度,
以利于紡紗過程順利進行。梳棉時適當降低錫林、蓋板和道夫速度,可減小纖維的損傷和短絨率,有利于纖維順利轉移。并條采用輕定量、小牽伸,保證在牽伸過程中對纖維的控制,以便改善熟條條干,減少棉結;同時為減少羅拉纏繞,并條出條速度應適當降低。粗紗要采用較大的捻系數,
以減少成紗條干不勻。細紗捻系數和膠輥硬度適當偏大掌握,有利于成紗質量的提高。
[1] 劉杰,毛慧賢,等.竹炭改性滌綸結構與性能的研究[J].合成纖維,2009,(11):31—33.
[2] 李旭明.竹炭纖維的開發與應用[J].針織工業,2007,(10):21—22.
[3] 潘福奎,王先鋒等.竹炭改性滌綸纖維與棉混紡紗的生產[J].棉紡織技術 ,2008,(12):42—44.
[4] 嚴雪峰,蔣麗云等.竹炭改性滌綸纖維性能及其紗線的開發[J].廣西紡織科技,2007,(4):17—19.
[5] 赫淑彩,王其.竹炭改性滌綸纖維性能及針織物保健功能初探[J].山東紡織科技,2007,(3):55—57.
Properties of Bamboo Charcoal M odified Polyester&Discussion of its Spinn ing Process
GAO X iao-liang
(Yancheng College of Textile Technology,Yancheng 224005,China)
M ain p roperties of bamboo charcoal modified polyester were ineroduced.The 50/50 20 tex blended yarn w as taken as an examp le to analyse spinning p rocess configuration and main technical measure taken in p roduction p rocess.
bamboo charcoalmodified polyester;blended spinning;p rocess
TS104.5+3
B
1009-3028(2010)06-0016-03
2010-09-16
高小亮(1982—),男,江蘇邳州人,助教。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國塑料(2016年12期)2016-06-15 20:30:07
中國塑料(2016年5期)2016-04-16 05:25:36
銅業工程(2015年4期)2015-12-29 02:48:39
中國塑料(2015年3期)2015-11-27 03:41:38
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中國塑料(2015年11期)2015-10-14 01:14:14
中國塑料(2015年9期)2015-10-14 01:12:17
中國塑料(2015年4期)2015-10-14 01:09:19