889 dtex超粗旦滌綸長絲的開發
2010-01-17 02:01:11郭吉中徐春建郝應超田會雙
化纖與紡織技術 2010年1期
郭吉中,梅 鋒,徐春建,郝應超,田會雙
(江蘇盛虹化纖有限公司,江蘇 吳江 215228)
889 dtex超粗旦滌綸長絲是采用444.5 dtex POY通過合股加工成DTY,具有生產成本較低、技術相對成熟且產品質量穩定等諸多優點。該超粗旦滌綸長絲可生產各種仿絲、仿毛類服裝面料,以及織造沙發面料、窗簾、毛毯、地毯,并可用于生產工業過濾布、高強縫紉線等。目前該類產品主要用于織造地毯、毛毯等并出口到歐美等國,因此,該類超粗旦滌綸長絲具有很好的市場前景。
1 生產條件
1.1 原料
所用的PET熔體的性能指標如表1所示。
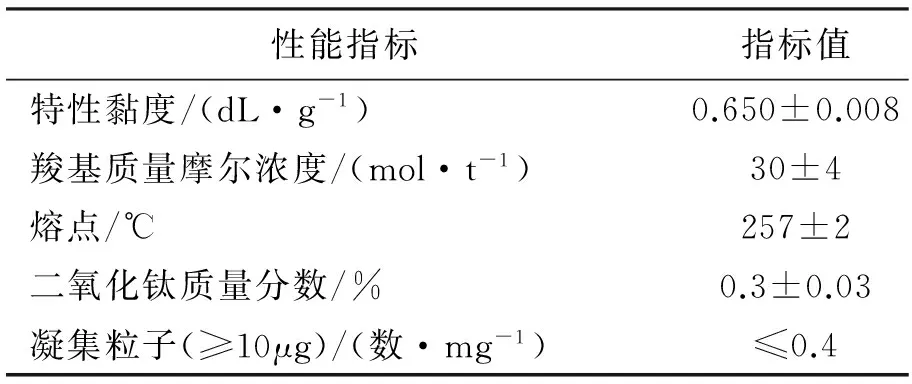
表1 PET熔體性能指標
1.2 主要設備及測試儀器
巴馬格公司的全流程紡絲卷繞設備:包括SP8X紡絲箱體、ACW高速卷繞機、紡絲計量泵、油劑泵等;
YG023B單紗強力機,常州紡織儀器廠;
UT-5條干均勻度儀,瑞士Uster公司;
MQ-20C纖維含油率分析儀,德國Bruker公司;
YG086C縷紗測長儀,常州紡織儀器廠;
PL403電子天平,瑞士梅特勒-托利多公司。
1.3 工藝流程
本工藝是采用444.5 dtex/96 f兩根合股生產889 dtex/192 f粗旦POY, 然后后加工為DTY成品。工藝流程如下:
聚合熔體→熔體輸送→紡絲箱體→計量泵→組件→側吹風冷卻→集束上油→甬道→預網絡→第一導絲盤→主網絡→第二導絲盤→卷繞→檢驗→平衡→移送假捻→原絲架→剪絲器→第一羅拉→止捻器→第一熱箱→冷卻板→假捻器→第二羅拉→網絡器→輔助羅拉→第二熱箱→第三羅拉→探絲器→上油羅拉→ 卷繞→檢驗→包裝
2 結果與討論
2.1 紡絲工藝參數
2.1.1 熔體輸送溫度
滌綸長絲生產的可紡性要求熔體黏度降越小越好,所以熔體輸送溫度不能控制得太高,太高會形成較大的黏度降,影響紡絲生產; 但紡制超粗旦絲熔體流量較大,輸送溫度太低會使熔體輸送管內層與外層溫度差異增大,影響熔體輸送的流動均勻性,從而會影響紡絲加工及產品質量。所以要在保證熔體輸送良好的前提下,盡量降低熔體輸送溫度,控制熔體黏度降。可以通過降低熔體輸送管線及熱交換器的保溫熱媒溫度來降低熔體輸送溫度,達到減小黏度降的目的。
2.1.2 紡絲溫度
對于超粗旦纖維,紡絲溫度的控制至關重要。可以通過紡絲溫度的調節來有效改變熔體的流變性能,同時紡絲溫度對可紡性影響也較明顯。較高的溫度有利于紡絲,但會增加紡絲的毛絲和斷頭。在工藝調試中發現,在紡絲溫度高于287 ℃時,紡絲飄絲會增加,鏟板困難(粘板嚴重)。同時組件壓力的大小也會影響到熔體的流變性能,所以紡絲溫度要結合組件壓力的情況調整。較高的組件壓力可適當降低黏度,改善熔體的流變性能。本工藝就是選擇較高的組件壓力(17MPa)進行生產。試驗證明,在較高的組件壓力下,紡絲溫度控制在284 ℃較為合理。
2.1.3 冷卻條件和集束點的確定
冷卻條件對超粗旦滌綸長絲影響較大,粗旦纖維要求冷卻均勻。而超粗纖維DPF較大,冷卻太快會使單絲冷卻產生差異,造成皮芯結構,染色均勻性變差,影響產品質量。超粗旦纖維采用側吹風冷卻,靠近整流屏的纖維冷卻較快,遠離整流屏的纖維冷卻較慢,纖維之間會形成差異。本工藝在紡絲緩冷區采用弧形板技術,有效地減少了野風對緩冷區的干擾,同時使絲層內外冷卻更均勻一致。
超粗旦纖維冷卻相對較慢,所以集束點不應靠上,防止絲條未完全冷卻而過早集束,從而影響紡絲生產及產品質量。經過試驗論證,集束點選在1 500 mm較為理想。
2.1.4 上油
由于纖維總纖度較大,需要上油量較大,生產時發現油嘴處會出現滴油、濺油等現象,同時還發現油嘴發燙,影響上油的均勻性。經過查找發現,在線使用的油嘴寬度較小,出油孔較小,造成了上述異常。更換大油嘴(京瓷、杜塞拉姆等)進行試驗,解決了難題。
2.1.5 合股位置的選擇
加工合股絲,合股位置是關鍵。本工藝調試時進行了多次實驗,絲束過了第二導絲盤合股,加工穩定,毛絲等外觀降等少。但由于是單股網絡后合股,兩束絲間抱合不好,后加工時容易分散,影響產品質量。絲束在第一導絲盤前合股時,會產生少量毛絲等外觀異常情況,但纖維抱合性較好,能形成較好的預網絡,退繞成功率高。兩種合股位置對產品質量的影響見表2。

表2 兩種合股位置對產品質量影響對比
對合股位置綜合考慮,選擇在第一導絲盤前合股,絲束有較好的預網絡,后加工退繞成功率高,斷頭少,成品(DTY)AA級率高。
2.2 后加工
假捻通過合股加工889 dtex/192 f超粗旦DTY,考慮到纖維較粗,為了更好的拉伸變形、定型、冷卻,適當降低了后加工車速。
2.3 產品物理性能指標
產品物理性能指標見表3。
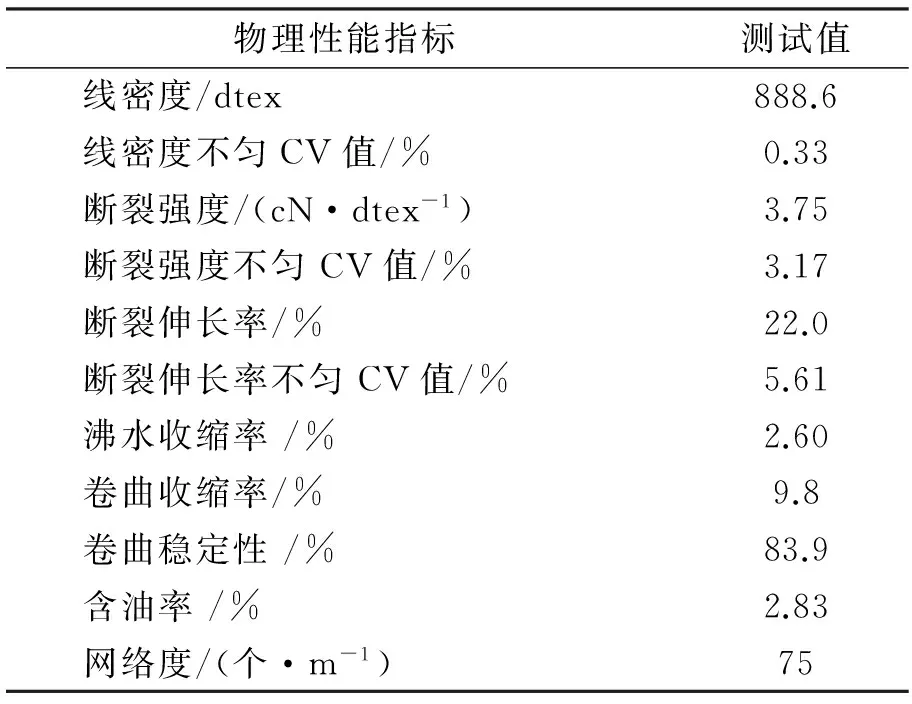
表3 889 dtex/192 f超粗旦DTY主要物理性能指標
3 結論
(1)超粗旦纖維的加工,紡絲溫度控制在284 ℃較為合理。
(2)冷卻采用側吹風冷卻加弧形板的方式,集束點在1 500 mm處較為理想。
(3)上油通過試驗選擇更加適合紡制超粗旦絲的油嘴。
(4)試驗確定合股位置選擇在第一導絲盤前,絲束能形成較好的預網絡,后加工效果好。
[1]徐心華,李允成. 滌綸長絲生產 [M]. 北京:中國紡織出版社, 1995.
[2]董紀震,趙耀明,陳雪英,等. 合成纖維生產工藝學 [M]. 北京:中國紡織出版社,1994.
[3]鄔國銘. 高分子材料加工工藝學 [M]. 北京: 中國紡織出版社,2002.
[4]張瑞志. 高分子材料生產加工設備 [M]. 北京: 中國紡織出版社,2004.
[5]沈新元. 高分子材料加工原理 [M]. 北京: 中國紡織出版社,2009.
[6]王顯樓. 高速紡絲拉伸工藝與設備 [M]. 北京: 中國紡織出版社,1987.
[7]陸惠寶. 滌綸生產技術問答 [M]. 北京: 中國紡織出版社,1993.