3 0m3聚合釜V C M壓縮機變頻調速設計優化
2010-01-16 08:56:16張保成陳春杰程桂榮
中國氯堿 2010年3期
張保成,陳春杰,程桂榮
(河北盛華化工有限公司,河北張家口075000)
3 0m3聚合釜V C M壓縮機變頻調速設計優化
張保成,陳春杰,程桂榮
(河北盛華化工有限公司,河北張家口075000)
介紹了VCM水環壓縮機采用變頻調速的獨特控制工藝,為聚合釜VCM回收提供了一種安全、廉價、可靠的變頻調速控制方法。由于VCM壓縮機為間歇工作方式,常規的自耦降壓啟動方式無法承受工藝上的頻繁啟停,采用變頻調速控制技術以后,不僅避免了設備事故的頻繁發生,還可以實現顯著的節電效果,提高經濟效益。
聚合釜;VCM壓縮機;電流控制;變頻調速
1 項目背景和意義
河北盛華化工有限公司目前擁有15萬t/a離子膜燒堿,18萬t/a PVC生產能力,其中30 m3釜PVC產能為10萬t/a、70 m3釜PVC產能為10萬t/a。70 m3釜投產前,30m3釜正常生產,每班出料回收8~10釜,每釜料回收時間為30~40 min,平均空載率為30%;70 m3釜投產后,30 m3釜的生產負荷降低為50%左右,VCM壓縮機的負載時間同比降低,空轉時間也上升到50%左右。
30 m3釜原有的VCM壓縮機采用的是自耦降壓啟動。為了減少動力電消耗,曾經采取回收結束后停車的運行管理模式。由于啟動電流大,頻繁的啟停導致自耦變壓器熱積累,經常造成自耦變壓器燒損。后來不得不改變操作規程,允許壓縮機電動機連續運行,盡管如此,每年更換自耦變壓器的費用仍達1.2萬~1.5萬元。
采用降壓啟動的缺點是,(1)沒有調速功能,能耗浪費嚴重;(2)啟動性能比變頻調速/軟啟動差,對機組及電網沖擊較大;(3)啟動沖擊會影響電網的穩定及其他用電設備的運行安全;(4)較頻繁啟動時,容易燒毀自耦變壓器。
由于30 m3釜的生產負荷降低后空轉時間進一步上升,造成了嚴重的電能浪費,決定對30 m3釜VCM壓縮機采用變頻調速,降低壓縮機動力電消耗,延長壓縮機使用壽命,確保生產正常進行。
該公司30 m3釜配套的VCM壓縮機型號為2SY-12B,配套電動機為132 kW,額定電壓380 V,額定電流240 A,每年運行時間約8 000 h。
該公司擁有的10臺30 m3聚合釜,配套2臺VCM回收壓縮機,一用一備。聚合反應結束后,生成的聚氯乙烯樹脂和剩余的VCM氣體由聚合釜排到出料槽,VCM氣體經過泡沫捕集器去除氣體中夾帶的PVC顆粒后,經過緩沖罐分離出水分,再經過氣體過濾器進一步去除氣體中細微的PVC顆粒,在阻聚劑罐處加入阻聚劑后送入VCM壓縮機。經過VCM壓縮機加壓后的氣體送到汽水分離器分離出水分,VCM氣體進入1、2號冷凝器冷卻,冷凝下來的VCM液體經液封槽進入單體儲槽,供聚合再使用,不凝尾氣由氣動閥通過壓力控制自動排出,排氣經過阻火器進入大氣。
需要進行VCM回收時,由聚合工段通知VCM工段開機,此時VCM氣體已經進入緩沖罐,安裝在過濾器后方管道上的壓力表和壓力傳感器顯示的正常壓力為0.05~0.30 MPa。VCM工段打開壓縮機進氣截門進行回收,閥門全部打開后,回收初期運行電流為230 A左右,回收完成時運行電流為180 A,運行時間大約40 min,回收完成后,關閉進氣閥門,電動機空載運行電流穩定在170~180 A,壓縮機空載損耗功率為95 kW。
VCM壓縮機采取連續運轉方式。當聚合釜出料、壓縮機進口管道壓力達到50 kPa時,打開VCM壓縮機進氣截門,回收氯乙烯單體,壓縮機滿載運行,運行電流為230A;當壓縮機進口壓力小于10kPa時,回收結束,關閉進氣截門,壓縮機輕載運行,對應的運行電流為180 A左右。
2 變頻調速控制工藝選擇
在回收壓縮機機前管道的現場指示壓力表上分接1只壓力變送器,從物料系統直接提取控制信號。考慮到VCM介質中含有微量氯化氫和聚氯乙烯粉塵,壓力變送器選用耐腐蝕材料,并且具有防堵性能;為了便于巡檢,壓力變送器要求帶有現場指示功能。為了提高檢測信號的穩定性,選用帶有防震功能的系列產品。考慮到在聚合釜超壓時,不至于損壞壓力傳感器,以及實際操作過程中安全閥動作、或者聚合物料通過閥門排到漿料槽-緩沖槽形成的泄壓作用,選擇壓力傳感器的量程與聚合釜安全閥的壓力定值1.2 MPa相適應。考慮到漿料槽、緩沖罐的泄壓效果,根據日常0.2~0.5 MPa運行壓力范圍并且適當留有安全裕量,控制傳感器的上限選擇為1.0 MPa。當壓力高于0.05 kPa時,啟動變頻器,同時使變頻器工頻模式/恒功率模式運轉,縮短和減少輕載運行時間。當壓力低于設定的回收完成的壓力時,自動轉入停機/低速運行,但是,此種運行方式由于工作間歇較短,從零轉速啟動造成的熱積累較大,對IGBT的沖擊電流大,不利于運行安全。
經過工藝調研,發現上述方案控制工藝簡單直接,但是也存在以下缺陷。在聚合超壓時,必須打開閥門讓氯乙烯直接回到儲氣柜,此時的運行壓力如果超出額定回收壓力過大,容易造成壓力傳感器超壓損壞,沒有信號輸出而無法啟動設備。本來此時壓縮機應該滿負荷向氣柜輸送物料,但由于傳感信號為零,變頻器自動停轉并且無法開啟,不能對物料進行回收,從物料系統直接提取控制信號存在無法滿足極限壓力沖擊的問題,對于提高系統運行的安全性能需要依靠安全閥等輔助手段。因而,試圖采用具有非線性特性的控制信號進行調速控制。
研究系統中與壓力相關的非壓力信號運行狀態后,發現壓縮機電動機的運行電流既能反映回收物料的壓力,并且當聚合釜異常排氣時又具有信號限幅功能,只要設計合理的空轉頻率,就可以收到很好的節能效果。但是,信號控制時間相對滯后,控制開始前由于電動機已經加載,對電動機和變頻器容易產生電流沖擊。
為了避免以上兩個方案存在的缺陷,選用了壓力變送器信號升速控制,壓力變送器檢測到壓力上升后,即控制電動機從低速運行狀態升速到工頻,此時操作人員正處于開閥過程,從而避免了電流控制的先加載后啟動的缺陷。對于極限壓力,采取依靠安全閥非線性保護完成非零轉速變頻調速控制方案。既避免了零速啟動的電流沖擊和熱積累,又避免了電流控制先加載后升速啟動變頻器的大電流啟動的電流沖擊和熱積累,既實現設備運行安全又取得理想節電效果。
由于VCM水環壓縮機的轉矩不高,故采用V/F控制方式,電路原理見圖1。
為了在變頻器出現故障時不影響生產,變頻調速的設備采用旁路連接方式,旁路連接工藝采用電氣和機械互鎖方式。
3 變頻器的安裝
為避免變頻器向電網輸送諧波,在變頻器的直流母線上串接1個直流電抗器。安裝時盡量縮短控制柜與壓縮機之間的負荷線長度,將負荷線與控制線分開敷設,同時,控制回路的配線采用屏蔽DJYPVP電纜。為了提高變頻器工作的可靠性,控制柜內裝有換氣扇,變頻器接地端子要可靠接地,不與動力接地混用。
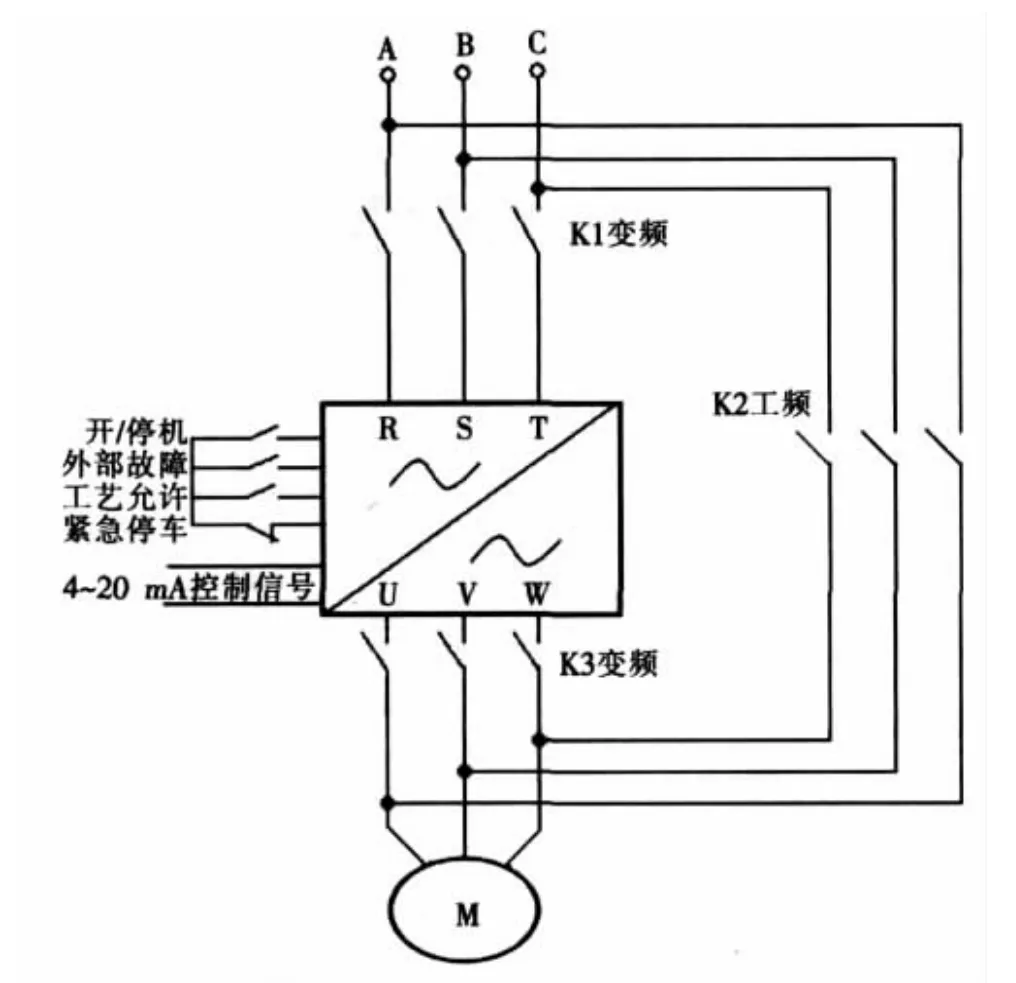
圖1 變頻調整系統電氣原理圖
4 變頻器的調試
先進行下列操作:變頻器的各參數設定,包括加減速時間,升降速方式,上下限頻率,操作模式等;進行變頻器空載試驗運行;將變頻器接到拖動裝置;進行工頻控制運行試驗;進行變頻控制運行試驗。
以上操作完成后,根據空氣壓縮機系統對過渡過程的要求,繼續對PID參數的進行現場優化,也可以采用PI調節方式,以減少對變頻器的波動沖擊。
在調試過程中,將下限頻率調至35 Hz,然后用紅外線測溫儀對空氣壓縮機電機的溫升進行長時間嚴格的監測,如果電機溫升沒有明顯變化,可以繼續降低空載運行頻率,只要電動機溫升處于4~7℃即可保證設備安全。一般情況下,在30 Hz下限頻率運行對空氣壓縮機機組的工作并無多大的影響。
5 優化改造后的預期經濟效益
空氣壓縮機的運行成本由初始采購成本、維護成本和能源成本組成。其中,能源成本大約占壓縮機運行成本的80%。按照回收完成后電動機空載運行電流為170~180 A計算,壓縮機空載損耗功率為95 kW,變頻改造后電動機空載運行功率降低64%左右。按照現在空載率50%計算,改造完成后,可以實現節電24萬kW·h,年節約資金12萬元,同時避免設備故障,節約設備維修費用1.5萬元,提高企業經濟效益13.5萬元。使用變頻器對傳統的VCM 132 kW壓縮機拖動方式進行節能改造,具有明顯的節能降耗效果,經濟效益和社會效益顯著。
6 變頻改造中需要注意的問題
(1)由于電機在運行過程中的散熱主要依靠其尾端自帶的風扇,電機在輕載運行時的轉速不能過低(頻率不能過低),否則電機的溫升會急速加劇,甚至燒毀電機。
(2)改造系統中應該有變頻和工頻2套主回路及相應的控制回路。
(3)為了減少設備故障,適當選擇設計完善、用料講究、控制先進、質量可靠的品牌設備。
(4)為了配合數字化管理,應選用具有較強通訊功能的變頻器產品,以便減少數據上傳的投資費用。
(5)對于容量較大的變頻器,如果電網容量較小,還應考慮串接直流電抗器等抗干擾措施。
(6)為了避免過電壓等問題發生,應該盡量縮短負荷線長度。
(7)注意對進出變頻器的模擬量信號進行電氣隔離。
(8)帶有旁路裝置的調速回路,應該考慮加裝帶機械互鎖裝置的接觸器產品。
Optimization design of VCM compressor variable velocity frequency of 30 m3polymerizer
ZHANG Bao-cheng,CHEN Chun-jie,CHENG Gui-rong
(Hebei Shenghua Chemical Co.,Ltd.,Zhangjiakou 075000,China)
The variable velocity frequency process of VCM liquid-ring compressor was introduced.The mehtod was safe,cheap and reliablity.Because the working model of VCM compressor was discontinuous operation,and the conventional auto-induction voltage-reduced startup could not load frequent starts-stops.Variable velocity frequency technology could not only avoid the frequent equipment accident but also has the remarkable effects to power saving,and the economic profit was improved.
polymerizer;VCM compressor;current control;variable velocity frequency
TQ114.15
B
1009-1785(2010)03-0025-03
2009-12-04
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
防爆電機(2020年3期)2020-11-06 09:07:42
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
中國生殖健康(2019年3期)2019-02-01 06:12:26
測控技術(2018年5期)2018-12-09 09:04:50
電子制作(2017年7期)2017-06-05 09:36:13
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
海軍航空大學學報(2015年3期)2015-11-11 17:20:00
自動化博覽(2014年12期)2014-02-28 22:34:39
河南科技(2014年18期)2014-02-27 14:14:58