15×104 m3原油儲(chǔ)罐焊接施工中的質(zhì)量監(jiān)控——白沙灣原油商業(yè)儲(chǔ)備基地工程儲(chǔ)罐施工
2010-01-09 06:41:48吳世東
天然氣與石油 2010年6期
吳世東
(石油化工工程質(zhì)量監(jiān)督總站管道儲(chǔ)運(yùn)分站,江蘇徐州 221008)
15×104m3原油儲(chǔ)罐焊接施工中的質(zhì)量監(jiān)控
——白沙灣原油商業(yè)儲(chǔ)備基地工程儲(chǔ)罐施工
吳世東
(石油化工工程質(zhì)量監(jiān)督總站管道儲(chǔ)運(yùn)分站,江蘇徐州 221008)
闡述了在上海白沙灣原油商業(yè)儲(chǔ)備基地工程建設(shè)中,采用國(guó)產(chǎn) 08M nN iVR鋼材建造 15×104m3大型儲(chǔ)罐的實(shí)踐。國(guó)產(chǎn)高強(qiáng)鋼板材在 15×104m3原油儲(chǔ)罐(第 1~6節(jié)罐壁)工程焊接施工中尚屬國(guó)內(nèi)首次應(yīng)用。如何保證新型鋼材焊接施工的質(zhì)量是關(guān)鍵問(wèn)題,石油化工工程質(zhì)量監(jiān)督總站管道儲(chǔ)運(yùn)分站,與參建各方一起,采取了嚴(yán)格的事前預(yù)控、事中監(jiān)督、事后檢查,目標(biāo)明確、措施到位等手段,保證了施工的順利進(jìn)行,為國(guó)產(chǎn)鋼材在建造大型儲(chǔ)罐提供了可借鑒的經(jīng)驗(yàn)。
原油儲(chǔ)罐;浮頂罐;焊接;監(jiān)視控制質(zhì)量
1 工程概況
中國(guó)石化白沙灣原油商業(yè)儲(chǔ)備基地工程——上海白沙灣油庫(kù)工程共建 4臺(tái) 15×104m3原油儲(chǔ)罐,結(jié)構(gòu)形式為雙盤外浮頂,罐內(nèi)徑 100m,高 21.8m,單罐最大盛裝容積 15.8×104m3。4臺(tái)儲(chǔ)罐在高強(qiáng)鋼板的選用上,采用了國(guó)產(chǎn)高強(qiáng)度鋼板 08M nN iVR (SR)。單臺(tái)儲(chǔ)罐的重量約為3 150 t,第一節(jié)壁板的厚度為 40mm。國(guó)產(chǎn)鋼板 08M nN iVR用在 15×104m3原油儲(chǔ)罐施工中尚屬國(guó)內(nèi)首次。
2 工程特點(diǎn)
a.厚度在 40mm的 08M nN iVR鋼板的焊接,沒(méi)有現(xiàn)成的焊接工藝可循,必須針對(duì)性的制作適應(yīng)本工程項(xiàng)目的焊接工藝;
b.板材在坡口切割參數(shù)控制上要求十分嚴(yán)格,直接影響到焊后罐體幾何尺寸的控制;
c.必須處理好大線能量焊接引起的低溫沖擊韌性等問(wèn)題。要確保線能量的控制參數(shù),在強(qiáng)制性標(biāo)準(zhǔn) GB 50128-2005《立式圓筒形鋼制焊接油罐施工及驗(yàn)收規(guī)范》[1]的要求范圍內(nèi);
d.在集中的安裝時(shí)間內(nèi)工作量大,罐主體焊接量約為 20 000m;主體的焊接在雨季進(jìn)行,受到雨季施工條件的制約,而國(guó)產(chǎn)高強(qiáng)鋼本身對(duì)焊接環(huán)境的溫度、濕度要求同樣十分嚴(yán)格,因此增加了現(xiàn)場(chǎng)實(shí)施的難度,必須認(rèn)真對(duì)待。為保證施工的順利進(jìn)行,有必要先行試點(diǎn)和攻關(guān)。
3 工程質(zhì)量控制要點(diǎn)
為確保 08M nN iVR鋼板的焊接施工質(zhì)量[2],質(zhì)量監(jiān)督方面與建設(shè)、監(jiān)理、施工單位三方共同從兩方面來(lái)落實(shí):一是事先周密預(yù)控;二是事中細(xì)化檢查。
3.1 事先預(yù)控
3.1.1 落實(shí)焊前準(zhǔn)備工作
從管理角度對(duì)國(guó)產(chǎn)高強(qiáng)鋼板的試驗(yàn)性應(yīng)用在焊接工藝控制環(huán)節(jié)上把關(guān)。對(duì)白沙灣油庫(kù) 15×104m3原油儲(chǔ)罐工程寶鋼高強(qiáng)鋼板 08M nN iVR焊接工藝評(píng)定;并將產(chǎn)品焊接試板在 35 d內(nèi)連續(xù)完成 42組試件的試驗(yàn)工作,要求 100%RT射線檢測(cè)結(jié)果達(dá)到Ⅱ級(jí)為合格,力學(xué)性能檢驗(yàn)結(jié)果要全部符合設(shè)計(jì)要求方可。在完成大量焊接模擬試驗(yàn)的基礎(chǔ)上,試驗(yàn)確定了焊接電流、電壓、速度、層間溫度,保證了焊接線能量﹤ 100 kJ/cm。最后由浙江大學(xué)化工機(jī)械研究所對(duì)產(chǎn)品焊接試板進(jìn)行了力學(xué)性能檢測(cè),結(jié)果符合設(shè)計(jì)要求。
通過(guò)對(duì)白沙灣油庫(kù) 15×104m3原油儲(chǔ)罐工程高強(qiáng)鋼板 08M nN iVR焊接工藝評(píng)定及產(chǎn)品焊接試板試驗(yàn)結(jié)果審查;在技術(shù)論證與科學(xué)試驗(yàn)的基礎(chǔ)上,審定了針對(duì)該種國(guó)產(chǎn)高強(qiáng)鋼厚板材的氣電立焊、埋弧橫焊、開孔板接管氣保焊等多份焊接工藝規(guī)程;在工藝規(guī)程的基礎(chǔ)上,新編制了有針對(duì)性的焊接作業(yè)指導(dǎo)書,一線施工時(shí)可根據(jù)焊接位置、材質(zhì)、厚度、組對(duì)材料、方法,確定選用。焊接工藝規(guī)程與焊接作業(yè)指導(dǎo)書全部報(bào)工程質(zhì)量監(jiān)督組備案;監(jiān)督組將作業(yè)指導(dǎo)書的執(zhí)行情況列入工程質(zhì)量巡檢的重要內(nèi)容,在主體施工時(shí)加密實(shí)施監(jiān)督和無(wú)損檢測(cè)結(jié)論情況的跟蹤。
3.1.2 抓好材料報(bào)驗(yàn)
認(rèn)真監(jiān)督進(jìn)場(chǎng)材料報(bào)驗(yàn)。根據(jù)設(shè)計(jì)文件及鋼板訂貨技術(shù)條件《鋼板 (寶鋼產(chǎn))供貨技術(shù)條件》的要求,對(duì)所到材料進(jìn)行 100%外觀檢查、對(duì)抽查板進(jìn)行100%力學(xué)性能抽檢[3]。對(duì)有缺欠的鋼板 (2張,占0.5%)全部進(jìn)行退場(chǎng)處理,建設(shè)、施工、監(jiān)督、監(jiān)理四方統(tǒng)一保持認(rèn)識(shí)、目標(biāo)、步調(diào)一致。
3.1.3 做好儲(chǔ)罐壁板預(yù)制
所有預(yù)制儲(chǔ)罐壁板坡口均采用數(shù)控龍門切割機(jī)——氧乙炔火焰加工,有效地保證了板材下料的幾何尺寸和坡口精度。熱加工后采用磨光機(jī)去除坡口淬硬層,并依據(jù)設(shè)計(jì)要求對(duì) 08M nN iVR(SR)板材的焊道坡口進(jìn)行 100%著色檢查,必須Ⅰ級(jí)為合格。壁板滾制時(shí)有專職檢驗(yàn)員進(jìn)行檢查,預(yù)制中對(duì)合格的進(jìn)行逐張編號(hào),嚴(yán)格執(zhí)行質(zhì)量管理制度,確認(rèn)無(wú)誤后才能進(jìn)入到安裝現(xiàn)場(chǎng)。預(yù)制質(zhì)量的控制,大大減輕了板材現(xiàn)場(chǎng)檢查的工作量,為儲(chǔ)罐焊接大量采用自動(dòng)焊、達(dá)到理想的焊接質(zhì)量提供了先決條件。
3.1.4 開孔弧板的預(yù)制
開孔弧板的預(yù)制是儲(chǔ)罐主體安裝中的另一難題,工藝要求嚴(yán)格,其中控制壁板焊接變形及熱處理后各項(xiàng)幾何公差不超標(biāo),是重點(diǎn)與關(guān)鍵。施工單位為40mm厚 08M nN iVR底節(jié)鋼板開孔弧板的制作與接管的焊接[4],在以往熱處理規(guī)程的基礎(chǔ)上,進(jìn)一步自主擬定了“40 mm厚 08M nN iVR鋼板熱處理——壁板單爐高效熱處理”等一整套加工工藝規(guī)程,制作專用孔板預(yù)制胎具,焊前做好反變形、嚴(yán)格控制部件與底節(jié)壁板焊接的層間溫度,焊接完畢孔板連同胎具一起整體進(jìn)行消氫熱處理,有效解決了焊接應(yīng)力消除和厚板焊接變形問(wèn)題,厚壁孔板預(yù)制的變形量,控制在設(shè)計(jì)給定值的 50%~70%。
3.1.5 嚴(yán)格施工組織
在編制施工組織設(shè)計(jì)的基礎(chǔ)上,進(jìn)一步細(xì)化施工方案:分別編制了儲(chǔ)罐制安、焊接技術(shù)、底板壁板附件質(zhì)檢、配套管道焊接技術(shù)、上水試壓、防腐技術(shù)、消防試運(yùn)等方案,技術(shù)方案文件齊備。嚴(yán)格焊工培訓(xùn)及考試取證,在施焊前,對(duì)上崗人員全部再進(jìn)行厚板試焊,取得感性認(rèn)識(shí),保證有足夠數(shù)量的合格焊工[5];整個(gè)主體施工階段,安排焊接機(jī)組 13個(gè);由有經(jīng)驗(yàn)的焊接技工帶班,焊接自檢記錄每天進(jìn)行檢查。焊材準(zhǔn)備充足,質(zhì)量證明文件完備,進(jìn)場(chǎng)報(bào)驗(yàn)手續(xù)齊全,保管、領(lǐng)用對(duì)號(hào)入座,認(rèn)真執(zhí)行焊材管理制度[6]。
3.2 事中監(jiān)督
抓好儲(chǔ)罐主體安裝中施工規(guī)范、工藝規(guī)程的執(zhí)行情況。
工程質(zhì)量監(jiān)督組在質(zhì)量監(jiān)督巡檢與信息反饋中,跟蹤了解施工單位項(xiàng)目部在儲(chǔ)罐主體安裝中對(duì)上述規(guī)范、規(guī)程的執(zhí)行情況,掌握儲(chǔ)罐施工生產(chǎn)一線對(duì)這些規(guī)程的落實(shí)情況,檢查現(xiàn)場(chǎng)操作者填寫的組對(duì)、焊接等工藝參數(shù)的遵守情況,進(jìn)場(chǎng)施工記錄,使儲(chǔ)罐主體安裝的質(zhì)量控制始終處于良好的受控狀態(tài)。
3.2.1 施工過(guò)程中的質(zhì)量監(jiān)督
施工過(guò)程中的質(zhì)量監(jiān)督主要是抽查焊接施工既定程序是否執(zhí)行到位,罐儲(chǔ)主體焊接施工有八大主要程序[7]:總的焊接施工;罐底邊緣板的焊接;罐底中幅板的焊接;罐底邊緣板與中幅板之間的龜甲縫焊接;罐底邊緣板與罐壁之間的大角縫焊接;壁板立縫的焊接;壁板環(huán)焊縫焊接;浮頂焊接工藝等程序,各程序必須選用對(duì)應(yīng)的焊接工藝及焊接工藝參數(shù)。焊接機(jī)組的自檢、互檢,監(jiān)理工程師專檢是否落實(shí);監(jiān)理工程師對(duì)重要關(guān)鍵工序的旁站是否到位,如對(duì)焊縫返修后及返修后的復(fù)探等,均是監(jiān)督工程師巡檢監(jiān)督的必查點(diǎn)。
罐底邊緣板與罐壁之間的大角縫焊接,焊接程序見(jiàn)圖1所示。
3.2.2 控制好焊接參數(shù)
大角縫焊接工藝參數(shù)見(jiàn)表 1。

圖1 大角縫焊接的施焊順序

表1 大角縫焊接工藝參數(shù)
壁板縱縫的焊接步驟見(jiàn)圖 2所示。

圖2 壁板縱縫的焊接
3.2.3 各圈選用焊接工藝評(píng)定
各圈選用焊接工藝評(píng)定編號(hào)及焊接工藝參數(shù)[8]見(jiàn)表 2。
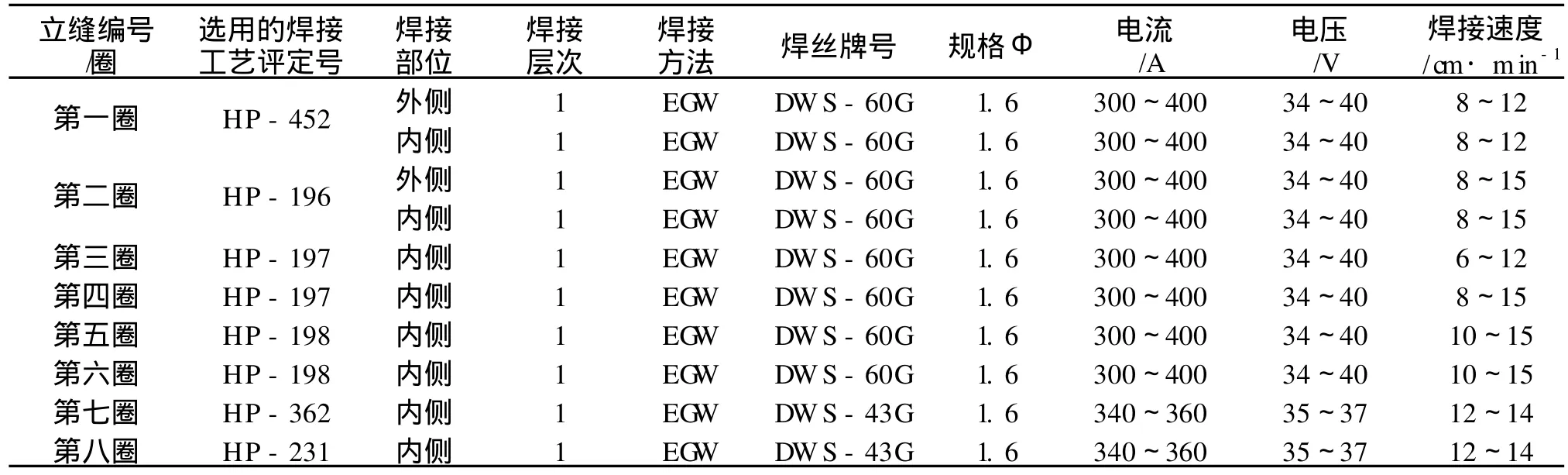
表2 焊接工藝評(píng)定編號(hào)及焊接工藝參數(shù)
3.2.4 焊接方法
焊接方法要求必須做到第一圈縱縫焊接起弧時(shí),在起弧處上下 50mm高度和焊縫中心線兩側(cè)各100mm范圍內(nèi),采用液化氣焰進(jìn)行預(yù)熱,其預(yù)熱溫度為 100~150℃。一側(cè)焊完后采用磨光機(jī)清根,個(gè)別熔透不好的部位,采用清根后補(bǔ)焊,然后進(jìn)行背面焊接。
其他各圈高強(qiáng)度鋼板縱縫均要求預(yù)熱,預(yù)熱溫度達(dá)到 100~150℃;焊接過(guò)程中停止而重新起弧時(shí),接頭要用碳弧氣刨將缺陷清除干凈,并用焊條電弧焊焊接填滿,保證焊道始端和終端的質(zhì)量。第一、二圈縱縫焊接分兩次成型;第三至八圈縱縫從內(nèi)側(cè)進(jìn)行單面焊接背面一次成型;3臺(tái)焊機(jī)沿周向?qū)ΨQ分布,朝同一方向自下而上進(jìn)行焊接;第一、二圈縱縫雙面焊的對(duì)接接頭在背面焊接前用磨光機(jī)打磨清根,然后進(jìn)行 PT檢測(cè)。
這些程序是否很好得到貫徹實(shí)施是監(jiān)督組巡檢的重要內(nèi)容,并做好巡檢抽查記錄。
4 焊接控制措施及質(zhì)量監(jiān)督
4.1 跟蹤控制
在罐主體施工過(guò)程中,質(zhì)量監(jiān)督組對(duì)施工進(jìn)行同步跟蹤控制,如檢查 T-20罐主體監(jiān)控幾何尺寸見(jiàn)表3。
監(jiān)督施工過(guò)程中,共發(fā)現(xiàn)不合格點(diǎn) 105點(diǎn),在施工過(guò)程中及時(shí)整改,全部符合設(shè)計(jì)及規(guī)范 GB 50128 -2005要求。
主要是 100%檢查控制方案,具體控制量設(shè)定值是經(jīng)驗(yàn)值,在焊接組對(duì)各工序中再對(duì)應(yīng)落實(shí)。
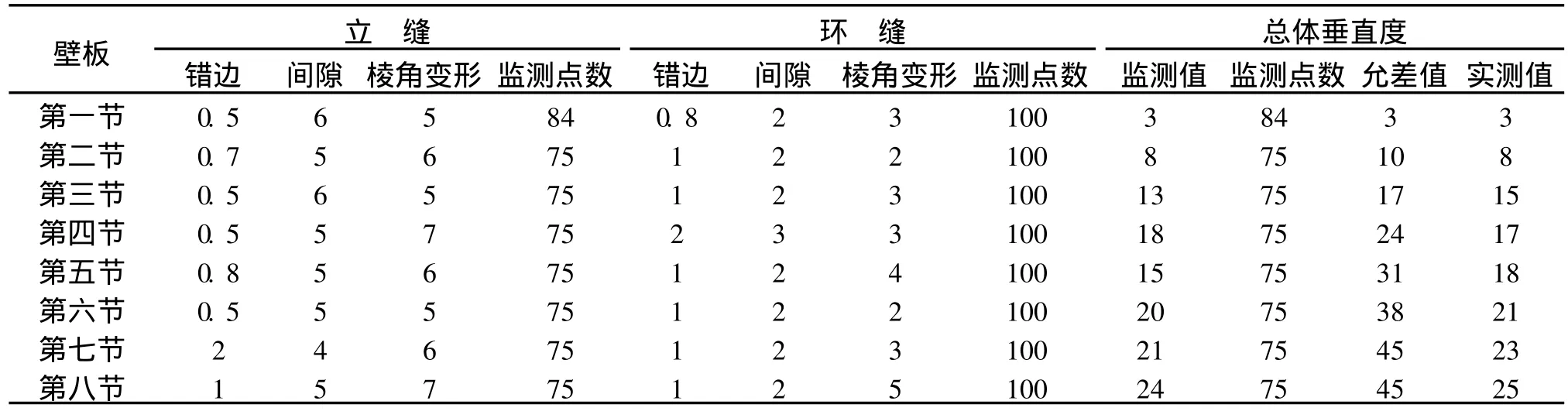
表3 T-20罐主體監(jiān)控幾何尺寸 mm
4.2 罐底中幅板收縮量控制
主要是裝配和焊接的順序控制:罐底中幅板敷設(shè)要首先確定中心位置,然后敷設(shè)通長(zhǎng)板,再敷設(shè)縱向板,依此順序敷設(shè)。采取無(wú)背杠的組裝工藝,焊接順序?yàn)橄榷毯箝L(zhǎng),控制收縮量大的先進(jìn)行焊接,收縮完成后達(dá)到應(yīng)力釋放,再進(jìn)行通長(zhǎng)焊縫組對(duì),從中心向邊緣依次進(jìn)行的焊接,罐底焊接順序見(jiàn)圖 3。
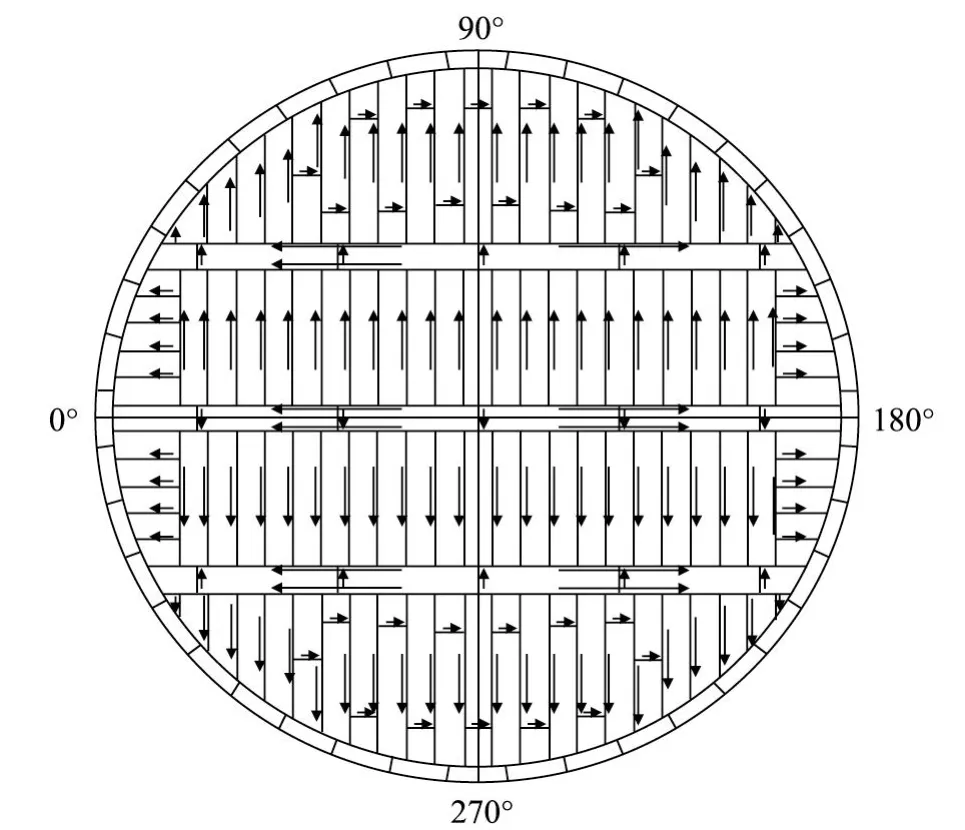
圖3 罐底焊接順序
4.3 罐壁縱向焊縫角變形的控制
坡口形式、焊接電流影響罐壁角變形的大小。雙面焊接的坡口形式無(wú)須采取反變形控制,單面焊接雙面成型的縱向焊縫,采用向坡口外向做反變形組對(duì)的方式。單面坡口焊接雙面成型,為內(nèi)側(cè)焊接,外側(cè)采用固定式水冷銅墊板封底,使焊縫強(qiáng)迫成型,容易使焊縫外側(cè)產(chǎn)生外凸。所以采用預(yù)反變形處理,組對(duì)使焊縫內(nèi)凹 4~5mm,保證焊接后立縫棱角符合規(guī)范要求。
4.4 浮頂焊接變形的控制
浮頂組裝,浮頂?shù)装宸笤O(shè)完畢后,自第三艙開始組裝,依次進(jìn)行二、四艙組裝,焊接從第三艙開始,先焊接立焊縫,再焊接間斷焊縫、底板焊縫。
5 質(zhì)量監(jiān)督
雨季焊接施工過(guò)程中的質(zhì)量監(jiān)督,主要是巡查防護(hù)措施的落實(shí)。為保證白沙灣油庫(kù)盡快建成投用,必須處理好雨季施工的技術(shù)難點(diǎn),作為監(jiān)督單位主要是抽查焊接施工中防護(hù)措施的落實(shí)情況及 GB 50128-2005所規(guī)定的焊接環(huán)境是否得到落實(shí)。防護(hù)措施不落實(shí)的,不得進(jìn)行焊接。
5.1 罐底邊緣板和橫縫的焊接
對(duì)于罐底邊緣板焊接,根據(jù)焊道焊接位置搭設(shè)局部防護(hù)棚,防風(fēng)、防雨;全程連續(xù)。
橫縫焊接 0℃以下時(shí),根據(jù)焊接工藝評(píng)定,需要預(yù)熱。具體焊接工藝是:橫焊車采用全封閉,焊槍前200mm,有 1部同步行走的預(yù)熱槍頭,當(dāng)預(yù)熱效果差時(shí)采取預(yù)熱槍頭進(jìn)行加熱,保證預(yù)熱溫度不低于100℃。
5.2 縱焊縫的防護(hù)
對(duì)于縱焊縫的防護(hù),必要時(shí)可將縱焊縫小車完全封閉,保證焊接施焊小環(huán)境溫度與濕度,也防風(fēng)、防雨。
5.3 無(wú)損檢驗(yàn)
對(duì)于 1~3節(jié)壁板縱縫和 1~3節(jié)環(huán)縫的焊接,增加無(wú)損檢驗(yàn)手段,100%UT和 100%M T復(fù)查。在充水試驗(yàn)后,對(duì)罐底大角焊縫及開孔接管、底圈壁板立縫再次UT、M T檢測(cè)。
5.4 崗位責(zé)任制的細(xì)化
在焊接機(jī)組,強(qiáng)化了崗位職責(zé),焊接高手比學(xué)趕幫超,每崗焊工增加測(cè)溫筆隨時(shí)檢測(cè);附件在施焊過(guò)程中須隨帶符合要求的焊條保溫筒;引弧應(yīng)在焊道內(nèi)側(cè),嚴(yán)禁在焊道以外的部位引弧;間隔焊的焊縫和間隔長(zhǎng)度均勻一致;罐底中幅板的焊接全部采用CO2氣體保護(hù)焊打底,然后添加碎焊絲進(jìn)行埋弧自動(dòng)焊蓋面;埋弧焊兩端預(yù)留的 200m焊縫待根部焊道檢測(cè)合格后,用焊條電弧焊焊接完成。08M nN iVR鋼板之間及 08M nN iVR與 16M nR之間的焊縫在焊接完成后至少間隔 24 h才進(jìn)行無(wú)損檢測(cè)。
6 結(jié)論
白沙灣油庫(kù) 4臺(tái) 15×104m3國(guó)產(chǎn)原油儲(chǔ)罐工程,通過(guò)第三方(上海金地勘察設(shè)計(jì)院)對(duì)罐充水過(guò)程的沉降觀測(cè)[9],檢測(cè)各項(xiàng)參數(shù)均在《立式圓筒形鋼制焊接油罐施工及驗(yàn)收規(guī)范》及設(shè)計(jì)允差范圍之內(nèi),具體數(shù)據(jù)見(jiàn)表 4。
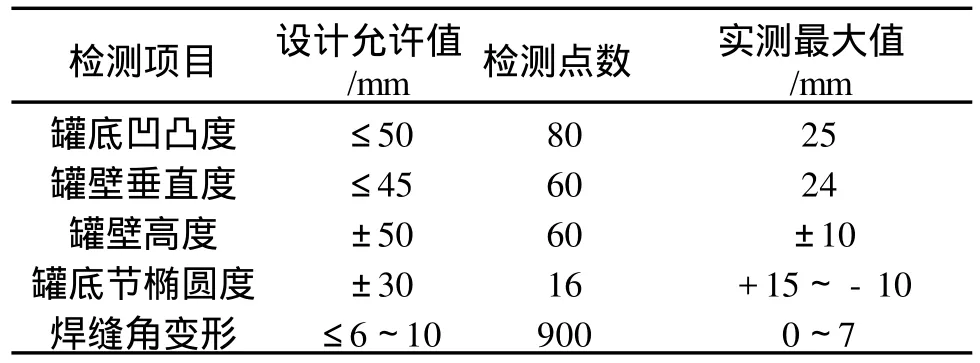
表4 罐充水過(guò)程的沉降觀測(cè)檢測(cè)數(shù)據(jù)
整個(gè)焊接施工,經(jīng)第三方檢測(cè)結(jié)論是一次合格率達(dá)到 98%以上。可以說(shuō),本工程的順利完成,探索了在工程建設(shè)中采用國(guó)產(chǎn) 08M nN iVR鋼材建造大型儲(chǔ)罐的實(shí)踐,為國(guó)產(chǎn)鋼材在建造大型儲(chǔ)罐方面提供了可借鑒的經(jīng)驗(yàn)。
通過(guò)施工過(guò)程全程監(jiān)控,對(duì)國(guó)產(chǎn)新材料(08M nN iVR)鋼板的使用,得出如下結(jié)論:
優(yōu)點(diǎn):鋼板的可焊性較好。
缺點(diǎn):在材料理化檢驗(yàn)時(shí),如做彎曲試驗(yàn)就發(fā)現(xiàn)強(qiáng)度不均勻;內(nèi)應(yīng)力比較大,沿板位置分布不均,下料、噴砂、卷板、焊接中均出現(xiàn)過(guò)較小的不均勻變形。
經(jīng)上述對(duì)比可以看出,目前國(guó)產(chǎn)鋼板所存在的問(wèn)題與進(jìn)口鋼板相比存在的具體差距。但上述問(wèn)題出現(xiàn)的變形參數(shù)均在 GB 50128-2005《立式圓筒形鋼制焊接油罐施工及驗(yàn)收規(guī)范》允差范圍之內(nèi)。
[1] GB 50128-2005,立式圓筒形鋼制焊接油罐施工及驗(yàn)收規(guī)范[S].
[2] GB/T 12468-1998,焊接質(zhì)量保證對(duì)企業(yè)的要求[S].
[3] GB 50341-2003,立式圓筒形鋼制焊接油罐設(shè)計(jì)規(guī)范[S].
[4] 李亞江,劉 強(qiáng),王 娟.焊接質(zhì)量控制與檢驗(yàn)[M].北京:化學(xué)工業(yè)出版社,2006:36-42.
[5] 徐至鈞,燕一鳴.大型立式圓柱形儲(chǔ)液罐制造與安裝[M].北京:中國(guó)石化出版社,2003:152-168.
[6] 吳世東,袁光碧.立式鋼質(zhì)浮頂原油儲(chǔ)罐冬季焊接施工中的質(zhì)量監(jiān)控——天津南疆油庫(kù)儲(chǔ)罐工程罐體施工[J].天然氣與石油,2009,27(2):21-24.
[7] SY/T 0606-2006,現(xiàn)場(chǎng)焊接液體儲(chǔ)罐規(guī)范[S].
[8] SH/T 3530-2001,石油化工立式圓筒形鋼制儲(chǔ)罐施工工藝標(biāo)準(zhǔn)[S].
[9] SH/T 3123-2001,石油化工鋼儲(chǔ)罐地基充水預(yù)壓監(jiān)測(cè)規(guī)程[S].
Qua lity Con trol in W eld ing Con struction of 15×104m3C rude O il Tank——Ba ishawan C rudeO ilComm erc ia l Reserve Base Tank Con struction
W u Shidong(Petro leum and Chem ical EngineeringQuality SupervisionM aster Station Pipeline Transportation B ranch,Xuzhou,Jiangsu,221008,China)
Introduced isBaishawan Crude O il Comm ercial Reserve Base Tank Construction in Shanghai,inwhich large 15×104m3tanks arem ade of dom estic 08M nN iVR steelp lates.It is the first tim e thatwelding construction is conducted in the dom estic high strength steelp latesused for15×104m3oil tanks(from section 1 to 6).The critical issue is to assure thewelding construction quality of the new type steel p lates.Togetherw ith parties invo lved in the construction,Petro leum Chem ical Engineering Quality Supervision General Station Pipeline Transportation B ranch has taken suchm easuresas strictp recontro l in advance,supervision duringwelding construction and inspection afterweld ing construction to assu re smoo th construction,which p rovides som e reference experience fo r using dom estic steelp lates in constructing large tanks.
Crude oil tank;Floating roof tank;W elding;Quality contro l
1006-5539(2010)06-0017-05
A
2010-07-15
中國(guó)石油化工股份有限公司重點(diǎn)工程項(xiàng)目資助(2008-10)
吳世東 (1956-),男,山東濰坊人,工程師,大專,主要從事石油化工工程質(zhì)量監(jiān)督工作。
NGO,2010,28(6):17-21
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
人大建設(shè)(2020年4期)2020-09-21 03:39:12
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
人大建設(shè)(2017年2期)2017-07-21 10:59:25
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
人大建設(shè)(2017年9期)2017-02-03 02:53:31
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24