1 750 mm熱連軋自動(dòng)寬度控制與應(yīng)用
2010-01-04 14:06:34孫德建天津天鐵冶金集團(tuán)熱軋板有限公司河北省涉縣056404
天津冶金 2010年6期
孫德建 (天津天鐵冶金集團(tuán)熱軋板有限公司,河北省涉縣 056404)
1 750 mm熱連軋自動(dòng)寬度控制與應(yīng)用
孫德建 (天津天鐵冶金集團(tuán)熱軋板有限公司,河北省涉縣 056404)
分析了影響熱連軋帶鋼寬度精度的原因,介紹了粗軋機(jī)立輥寬度自動(dòng)控制系統(tǒng)的控制方式及各項(xiàng)功能的實(shí)現(xiàn)。應(yīng)用結(jié)果表明,該控制系統(tǒng)能有效地控制產(chǎn)品寬度,寬度控制誤差由原來(lái)的+20 mm控制在不超過(guò)8 mm,提高了產(chǎn)品質(zhì)量。
軋機(jī) 軋輥 寬度 液壓 自動(dòng)控制 應(yīng)用
1 前言
天鐵熱軋板公司1 750 mm熱連軋是一套具有國(guó)內(nèi)先進(jìn)水平的熱軋寬帶鋼機(jī)組,配備有2座蓄熱式加熱爐,1架可逆粗軋機(jī)、7架精軋機(jī)、2臺(tái)地下卷取機(jī)、1套運(yùn)輸系統(tǒng),為實(shí)現(xiàn)帶鋼的各項(xiàng)質(zhì)量指標(biāo),配置了多項(xiàng)先進(jìn)的控制系統(tǒng)。在帶鋼熱連軋生產(chǎn)過(guò)程中,熱軋帶鋼的寬度控制一直是提高最終產(chǎn)品質(zhì)量的一項(xiàng)重要指標(biāo),成品要求軋后板寬沿其全長(zhǎng)方向的寬度精度在允許的公差范圍之內(nèi)。天鐵粗軋立輥為此配備了自動(dòng)寬度控制系統(tǒng)(AWC),自動(dòng)化控制系統(tǒng)引進(jìn)奧鋼聯(lián)(VAI)技術(shù),液壓執(zhí)行系統(tǒng)由中冶賽迪(CISDI)總成套,以保證帶鋼寬度達(dá)到設(shè)計(jì)要求,提高產(chǎn)品的市場(chǎng)競(jìng)爭(zhēng)力。
2 影響寬度精度的原因
造成熱連軋帶鋼寬度不均的原因有以下幾種:(1) 中間坯頭尾的在軋制中的寬度變化:由于頭尾在軋制中缺乏一個(gè)能回牽軋件的力矩,因此在頭部和尾部將出現(xiàn)兩個(gè)非穩(wěn)定段,隨著立輥軋機(jī)寬度側(cè)壓量的增大,頭尾部分和穩(wěn)定軋制部分金屬在壓下時(shí)的流動(dòng)不同而造成的頭尾失寬;
(2) 由于連鑄板坯寬度不均勻或在清理板坯時(shí)造成邊部缺陷,形成原始寬度不均;
(3) 板坯材料成分的波動(dòng)所引起的抗力不同;
(4) 由于溫度不均,特別是板坯在加熱爐滑道上產(chǎn)生的水冷黑印,造成軋出寬度不均;
(5) 在各種工藝條件下,因控制參數(shù)波動(dòng)將造成全長(zhǎng)方向上寬度不均勻。
3 寬度控制方式與液壓執(zhí)行系統(tǒng)
3.1 控制方式
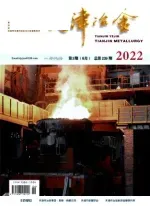
為解決以上原因造成的寬度不均,AWC系統(tǒng)通過(guò)采用軋制力自動(dòng)寬度控制、短行程、形狀補(bǔ)償控制、溫度補(bǔ)償控制等實(shí)現(xiàn)。這幾種控制分為幾種不同的形式:有反饋控制,如軋制力自動(dòng)寬度控制;有前饋控制,如短行程控制;形狀補(bǔ)償控制;溫度補(bǔ)償?shù)瓤刂啤蝹?cè)立輥控制系統(tǒng)示意圖見(jiàn)圖1。
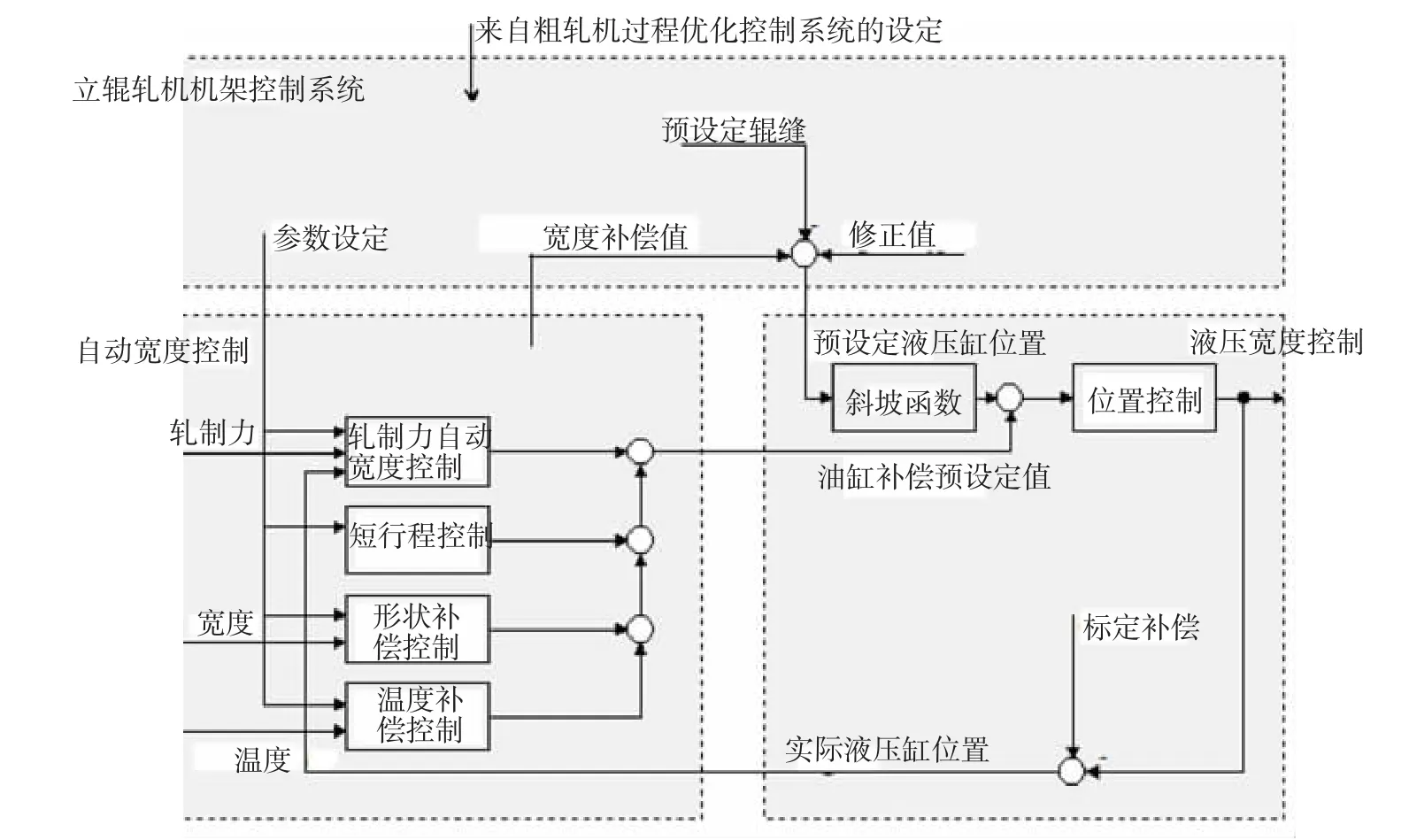
圖1 單側(cè)立輥控制系統(tǒng)示意圖
3.1.1 軋制力自動(dòng)寬度控制(GM)
軋制過(guò)程中軋制力的變化引起軋機(jī)彈跳的改變,負(fù)載輥縫的改變又引起軋件寬度的變化。軋制力自動(dòng)寬度控制是使用軋制力和立輥軋機(jī)彈跳特性,計(jì)算輥縫的波動(dòng)值,作為一個(gè)輥縫糾偏量反饋給AWC控制程序,用于校正這些寬度偏差,以此來(lái)改變負(fù)載輥縫,以確保軋出的帶鋼在全長(zhǎng)上寬度均等。軋制力自動(dòng)寬控制是一種反饋寬度控制,對(duì)板坯溫度不均,特別是水印影響以及對(duì)板坯寬度不均和清理缺陷影響起到一定的補(bǔ)償控制作用。
3.1.2 短行程控制(SS)
為了減少板坯軋制時(shí)變形不均勻引起的帶鋼頭尾失寬,短行程控制技術(shù)按照立輥側(cè)壓調(diào)整板坯頭尾端縮窄的輪廓曲線,采用與該曲線對(duì)稱(chēng)的反函數(shù)曲線,即在板坯頭部進(jìn)入機(jī)架或尾部離開(kāi)機(jī)架時(shí),根據(jù)板坯的硬度組、鋼種、寬度、厚度等級(jí)動(dòng)態(tài)地調(diào)整立輥的開(kāi)口度,然后再經(jīng)過(guò)水平輥的繼續(xù)軋制,帶鋼的頭尾部的不規(guī)整形狀將大大減小。
3.1.3 形狀補(bǔ)償控制(SC)
在偶道次時(shí),安裝在軋機(jī)入口的測(cè)寬儀,可以測(cè)得板坯寬度剖面曲線,提供板坯從頭部到尾部整體的寬度變化。寬度曲線包括大量沿板坯長(zhǎng)度方向的寬度偏移量的采樣和儲(chǔ)存,用于板坯進(jìn)入立輥軋機(jī)后的立輥輥縫補(bǔ)償,消除寬度上的變化,寬的部位比窄的部位要被立輥擠壓的多些,因此在軋制過(guò)程中寬的部位被擠壓,窄的部位相對(duì)就被拓寬,最終中間坯的兩邊就形成了平行線,能生產(chǎn)出寬度均勻的板材。
3.1.4 溫度補(bǔ)償控制(TC)
當(dāng)測(cè)寬儀測(cè)量板坯寬度時(shí),高溫計(jì)在全長(zhǎng)上測(cè)量板坯中心區(qū)域一個(gè)點(diǎn)并輸出一個(gè)和板坯表面溫度成比例的模擬信號(hào)。實(shí)際寬度和帶材溫度信號(hào)同時(shí)獲得并儲(chǔ)存,溫度值立刻被篩選,并且進(jìn)行定點(diǎn)溫度補(bǔ)償值計(jì)算。在測(cè)寬儀和高溫計(jì)測(cè)量時(shí),激光測(cè)速儀測(cè)量相同的目標(biāo)點(diǎn),用于確定寬度和溫度測(cè)量點(diǎn)的位置,以便下一道次的前饋軋制。
3.2 液壓執(zhí)行系統(tǒng)
液壓系統(tǒng)是AWC功能主要的執(zhí)行機(jī)構(gòu)和反饋機(jī)構(gòu),此系統(tǒng)接收立輥軋機(jī)和自動(dòng)寬度控制系統(tǒng)發(fā)出的指令,并采集各種信號(hào)反饋給AWC控制系統(tǒng),主要控制上下AWC液壓缸和平衡液壓缸、采集位置和軋制力信號(hào)、發(fā)出對(duì)所控制設(shè)備的報(bào)警等。單個(gè)AWC缸液壓系統(tǒng)示意圖見(jiàn)圖2。
圖2 單個(gè)AWC缸液壓示意圖
3.2.1 控制AWC液壓缸
夏天空洞的黑眼睛看著葉曉曉,微微一笑:“我不怕啊。”說(shuō)完,輕輕在心里嘆息一聲:曉曉,你知不知道我是因?yàn)楹湍阍谝黄鸩挪慌碌哪兀浚ㄎ赐甏m(xù))
液壓系統(tǒng)通過(guò)伺服閥控制進(jìn)、出油缸的流量來(lái)使單個(gè)油缸動(dòng)作,油缸位置變化后,測(cè)量值與目標(biāo)值進(jìn)行比較,如果不同,通過(guò)反饋值再進(jìn)行調(diào)整。在立軋機(jī)的任意一側(cè),上下液壓缸還有同步控制,通過(guò)位置檢測(cè)進(jìn)行調(diào)整,保證軋機(jī)每側(cè)上下液壓缸同步動(dòng)作,避免傾斜對(duì)產(chǎn)品和設(shè)備的不利影響。
3.2.2 平衡缸控制
平衡缸的主要作用是保持立輥軸承座和AWC液壓缸之間有恒定的作用力,避免產(chǎn)生間隙造成輥縫設(shè)定誤差和設(shè)備受到?jīng)_擊而損壞。控制系統(tǒng)通過(guò)壓力閉環(huán)控制平衡缸的壓力,使液壓回路提供這一恒定壓力。
3.2.3 采集位置信號(hào)和空載輥縫計(jì)算
位置測(cè)量大多采用液壓缸內(nèi)置的MTS位移傳感器,測(cè)量精度為1 um。每個(gè)液壓缸都有一個(gè)位移傳感器,一共有6個(gè)位移傳感器。當(dāng)每個(gè)液壓缸完全縮回時(shí)液壓缸處于零位置。液壓缸伸出時(shí),液壓缸位移傳感器的測(cè)量值為逐漸增大。
單側(cè)空載輥縫由于其它位置都是固定(如軋機(jī)中心線到立輥軋機(jī)設(shè)備零位之間的距離、平衡缸到軋輥中心距離等)或可以輸入的(如軋輥直徑數(shù)據(jù)),所以空載輥縫是控制系統(tǒng)通過(guò)平衡缸位移量來(lái)計(jì)算得出的。
3.2.4 采集軋制力信號(hào)和保護(hù)
壓力測(cè)量大多采用HYDAC的壓力傳感器,測(cè)量量程為0~60 MPa。立輥軋制力是指?jìng)鲃?dòng)側(cè)和操作側(cè)軋輥施加給板坯力的總和,理論上兩邊的力應(yīng)該相等,通過(guò)壓力傳感器計(jì)算得出。每個(gè)液壓缸的兩腔都有壓力傳感器。在軋制過(guò)程中使用過(guò)載保護(hù),當(dāng)實(shí)際軋制力(任意一側(cè))大于設(shè)定值,軋機(jī)將會(huì)快停。
3.2.5 故障報(bào)警
控制系統(tǒng)提供多種故障報(bào)警,以便快速判斷事故原因、解決問(wèn)題、恢復(fù)生產(chǎn)。主要有以下幾種報(bào)警:泵站故障、液壓系統(tǒng)未準(zhǔn)備好、達(dá)到油缸行程最小值、超過(guò)油缸行程最大值、位移傳感器故障、壓力傳感器故障、超過(guò)最大軋制力、軋制力偏差超過(guò)極限值、達(dá)到傾斜極限、平衡控制故障等。
4 寬度控制應(yīng)用與效果
4.1 AWC功能投用條件
AWC控制程序設(shè)置了幾個(gè)故障條件。當(dāng)條件受到限制時(shí),一個(gè)或者幾個(gè)AWC功能將關(guān)閉,如軋制力測(cè)量功能故障時(shí),軋制力寬度自動(dòng)控制功能將關(guān)閉;如熱金屬檢測(cè)儀、激光測(cè)速儀故障時(shí),對(duì)板坯跟蹤信號(hào)值肯定會(huì)存在誤差,則AWC所有功能將關(guān)閉;如果在軋制過(guò)程中發(fā)生錯(cuò)誤,AWC功能將逐步關(guān)閉,但軋制力寬度自動(dòng)控制功能可以繼續(xù)使用;如測(cè)寬儀故障或者數(shù)據(jù)丟失時(shí),形狀補(bǔ)償功能將在軋制過(guò)程中逐步停止,但溫度補(bǔ)償可以一直使用;如高溫計(jì)出現(xiàn)故障時(shí),溫度補(bǔ)償將在軋制過(guò)程中逐步停止。
4.2 形狀補(bǔ)償、溫度補(bǔ)償和短行程控制的關(guān)系
當(dāng)AWC功能投入使用時(shí),對(duì)下一道次將進(jìn)行功能選擇。根據(jù)設(shè)定值和板坯進(jìn)行AWC控制所得到的數(shù)據(jù)進(jìn)行輥縫的調(diào)整。板坯頭部和尾部進(jìn)行軋制時(shí)需要短行程控制,板坯中間位置采用形狀補(bǔ)償和/或溫度補(bǔ)償。可以在同一道次使用短行程控制、溫度補(bǔ)償和形狀補(bǔ)償,開(kāi)始使用短行程控制,接著轉(zhuǎn)換到形狀補(bǔ)償和溫度補(bǔ)償,在尾部又轉(zhuǎn)換到短行程控制,即超過(guò)短行程控制范圍,轉(zhuǎn)換到形狀和/或溫度補(bǔ)償。
4.3 自動(dòng)寬度控制的各個(gè)方式,也可以根據(jù)不同情況,進(jìn)行靈活選用
軋制力自動(dòng)寬度控制可以應(yīng)用于任何有壓下的道次。短行程控制在第一道次使用,如果形狀和溫度補(bǔ)償功能被選用,在每個(gè)道次都可以使用短行程功能。形狀補(bǔ)償可以在除了第一道次之外的其他道次使用。溫度補(bǔ)償除了第一道次以外,可以在任意道次使用(第一道次不能進(jìn)行數(shù)據(jù)測(cè)量)。
5 結(jié)論
在熱連軋工藝初期,自動(dòng)寬度控制未被開(kāi)發(fā)、應(yīng)用時(shí),寬度控制誤差最大在+20 mm。天鐵1 750 mm熱連軋項(xiàng)目的自動(dòng)寬度控制系統(tǒng)于2007年7月投產(chǎn)后即投用,運(yùn)行比較穩(wěn)定,帶鋼的寬度波動(dòng)限制在最小程度,寬度誤差值被控制在最大不超過(guò)8 mm,自動(dòng)寬度控制的效果非常明顯,達(dá)到設(shè)計(jì)要求的水平,產(chǎn)品質(zhì)量得到提高。
[1]孫一康.帶鋼熱連軋的模型與控制[M].北京:冶金工業(yè)出版社,2002:187.
Automatic Width Control and Application of 1 750mm Continuous Hot Rolling Mill
Sun Dejian
The author analyzes the factors affecting the width accuracy of continuous hot rolled strip and introduces the control mode and function realization of automatic width control system for roughing mill vertical roll.The practical results showed that the control system could effectively control the product width.The width error changed from+20mm to no more than 8 mm,which resulted in better product quality.
rolling mill,roll,width,hydraulics,automatic control,application
(收稿 2010-10-22 責(zé)編 趙實(shí)鳴)
孫德建,男,1999年畢業(yè)于天津理工學(xué)院,現(xiàn)在天鐵集團(tuán)熱軋板公司設(shè)備材料部從事設(shè)備管理工作。