彈塑性固有應變法在厚壁球面艙壁結構焊接中的應用
2009-04-08 11:22:32孟凡明龐福振姚熊亮
中國艦船研究 2009年1期
孟凡明 龐福振 姚熊亮 彭 溢
1渤海船舶重工有限責任公司軍事代表室,遼寧 葫蘆島125004 2哈爾濱工程大學 船舶工程學院,黑龍江 哈爾濱 150001
彈塑性固有應變法在厚壁球面艙壁結構焊接中的應用
孟凡明1龐福振2姚熊亮2彭 溢2
1渤海船舶重工有限責任公司軍事代表室,遼寧 葫蘆島125004 2哈爾濱工程大學 船舶工程學院,黑龍江 哈爾濱 150001
針對熱彈塑性有限元法僅適用小規模焊接的弊端,采用彈塑性固有應變法對厚壁球面艙壁結構的焊接工藝進行模擬,并對球面艙壁結構的焊接工藝進行優化,最終給出球面艙壁結構合理的焊接工藝。在大型有限元軟件ANSYS的基礎上,通過開發的熱彈塑性焊接計算程序得到單道焊縫焊接時的殘余應變;通過殘余應變等效,對球面艙壁的各焊縫處施加溫度載荷;通過一次彈塑性有限元法得到厚壁球面艙壁結構的整體變形。通過開展不同焊接工藝下球面艙壁結構的焊接變形分析,給出厚壁球面艙壁結構合理的焊接工藝。
彈塑性固有應變法;厚壁球面艙壁;焊接變形;焊接工藝
1 引言
球面艏端艙壁是潛艇耐壓殼體的重要組成部分,由于艙壁結構整體尺度較大,殼體較厚,普通的軋制方法無法滿足其加工要求。因此,球面艏端艙壁結構擬采用分塊軋制,最后焊接拼裝成型的方案進行加工。但由于球面艙壁殼體厚度較大,且材料為高強度合金鋼,而該材料的焊接特性尚有待于進一步的闡明,故而該結構的焊接變形不易控制。焊接變形過大不僅會影響建造進度、造成資源的浪費,還會導致潛艇使用性能的下降,甚至危及潛艇的水下安全性。可見,開展球面艏端艙壁結構的焊接變形研究,找到艏端艙壁結構合理的焊接工藝,對改善潛艇性能、提高潛艇的建造精度和進度都具有十分重要的意義。
球面艏端艙壁結構的焊接工藝可以通過焊接實驗來確定,但實驗所需費用較高,且實驗結果易受實驗設施的影響。近年來,數值仿真技術的快速發展使焊接的數值分析成為可能,并廣泛應用于焊接研究的各個領域,通過焊接的數值仿真,可以快速預測構件的焊接變形及殘余應力,并可實現多工況的快速計算。因此,本文擬采用數值方法對球面艏端艙壁結構的焊接工藝進行分析。
目前,在焊接變形的數值模擬方面,有兩種方法較為常用:熱彈塑性有限元法[1]和固有應變有限元法[2-5]。熱彈塑性有限元法由于需對焊接過程中各時刻的溫度場進行瞬態分析,占用大量機時和存儲空間,故該方法只適用于單道焊縫等規模焊接過程的模擬。固有應變法由于不需對焊接過程中各時刻的溫度場進行模擬,只需根據經驗公式在焊縫處施加與產生相同焊接變形相當的彎矩,通過一次有限元分析即可得到構件的焊接變形;因此,固有應變法適用于多道焊縫等大型構件焊接變形的分析。
2 熱彈塑性有限元法
材料處于彈性或塑性狀態的應力應變關系為:

式中,D為彈性或彈塑性矩陣;C為與溫度有關的向量。
熱彈塑性有限元法的本質[6]就是將非線性的應力應變關系按加載過程逐漸化為線性問題處理。因焊接過程中并無外力作用,所以載荷項實際上是由溫度變化ΔT而引起的,這樣處理的方法是將溫度場分析中算得的從T到T+ΔT內溫度變化ΔT分成若干增量載荷,逐漸加到結構上求解。
當有單元進入屈服后,平衡方程組Kdδ=dF是非線性的,為了達到線性化的目的,采用逐漸增加載荷的方法:在一定的應力和應變水平上增加一次載荷,只要載荷適當地小,平衡方程組可近似地由下式給出:

由于將應力與應變的微分用增量來代替,上式中K僅與加載前的應力水平有關,從而載荷和位移增量為線性關系。這樣就不難求出位移、應變和應力的增量,然后再與第i-1次加載后的總位移、總應變和總應力迭加,得第i次加載后的位移、應變和應力總量,并用這個應力進行下次加載計算。這樣就可以了解整個焊接過程中動態應力應變的變化過程和最終的殘余應力及變形的形態。
熱彈塑性有限元法跟蹤整個焊接過程,以給定的時間步,計算每一時刻的焊接溫度場及該時間段由于溫度變化引起的應力應變增量,逐步累計迭加,最終得到殘余應力與變形。由于熱彈塑性有限元法對焊接過程中各時刻的溫度場進行瞬態分析,需占用大量機時和存儲空間,故而該方法只適用于小型構件的焊接過程模擬。對于本文所討論的球面艏端艙壁結構的焊接問題,由于涉及大焊深、多道焊,采用該方法對本文所討論的厚壁大型復雜結構的焊接工藝,模擬是很困難的。
3 固有應變有限元法
焊接應力是熱應變、塑性應變以及相變應變綜合影響的結果。熱應變、塑性應變和相變應變都是焊接應力產生的根源,因而有共同的特征,可以統一為固有應變的概念。固有應變可以看成是內應力的產生源。若將物體處于既無外力也無內力的狀態看做基準狀態,固有應變ε*就是表征從應力狀態切離后處于自由狀態時與基準狀態相比所發生的應變,它等于總的變形應變ε減去彈性應變εe。

在焊接過程中,固有應變將是塑性應變εp、熱應變εT和相變應變εX三者之和。

焊接結束以后固有應變就是塑性應變、熱應變和相變應變三者殘余量之和。當焊接低碳鋼等材料不考慮相變對應力變形的影響時,固有應變就是殘余的熱應變和塑性應變之和。若假定無坡口焊縫本身經受加熱過程,由于加熱和冷卻的熱應變抵消為零,那么完全冷卻后焊縫處存在殘余壓縮塑性應變。若假定焊縫是填充金屬直接從高溫冷卻下來,則完全冷卻后焊縫處存在殘余熱收縮應變。
因此,如果知道了固有應變的大小和分布,把它作為初始應變置于焊縫及其附近,就可以通過一次彈性有限元分析求得整個構件的焊接變形。文獻[2]通過實驗對低碳鋼焊接時的固有應變計算方法進行了分析,給出了低碳鋼固有應變的經驗公式,并對固有應變法有效性進行了驗證。但對于本文所研究的球面艏端艙壁的焊接問題,由于球面艏端艙壁結構采用新型合金鋼,而該材料的固有應變與焊接參數的關系尚未充分建立,這就使得采用固有應變法對球面艏端艙壁結構進行分析具有很大困難。
4 彈塑性固有應變有限元法
與固有應變有限元法相似,固有應變彈塑性有限元法,依然是借助固有應變的概念,但與文獻[2]中固有應變有限元法進行彈性有限元分析不同的是,固有應變彈塑性有限元法通過一次彈塑性有限元分析來求出結構的焊接變形。
固有應變彈塑性有限元法根據單條焊縫焊接時焊接變形相等的原則,確定固有應變區單元“出生”時的參考溫度,并以此參考溫度作為產生焊接變形的載荷,施加在復雜結構的各焊縫處。文獻[2,7]指出,對于焊接變形的預測,只要固有應變的總和及其偏心矩不變即可保證足夠的精度。事實證明,對三維實體單元而言,在一定范圍內,只要固有應變的總和及其偏心距不變,不同施加方法對最終焊接變形的計算結果影響極微,因此可采用最簡單的方法,將平均固有應變即上述的參考溫度施加于焊縫及其附近的一個矩形區域,通過一次彈塑性有限元分析,從而求出整個復雜結構的焊接變形。
前已述及,熱彈塑性有限元分析能得到構件焊接過程中任意時刻的溫度場及應力場的分布,但計算所需資源較為昂貴;固有應變法可以快速地對大型構件的焊接變形模擬,但需事先得到焊接構件固有應變的計算公式。單獨采用上述兩種方法對球面艏端艙壁結構的焊接變形進行模擬都不能取得很好的結果。為彌補上述方法的不足,本文提出采用熱彈塑性有限元法與彈塑性固有應變法相結合的方式對厚壁大型復雜結構的焊接工藝進行模擬:以熱彈塑性有限元法得到單道焊縫的固有應變,再通過應變等效的原理將單道焊縫的固有應變映射到其他焊縫中,采用彈塑性固有應變法對球面艏端艙壁結構的焊接變形進行分析。該方法的可行性已在文獻[7,8]中得到了詳細闡述。
在大型有限元軟件ANSYS的基礎上,本文結合文獻[7]中所開發的熱彈塑性有限元焊接計算程序,采用彈塑性固有應變法對潛艇球面艙壁結構的焊接工藝進行了分析。
5 過渡環結構的焊接工藝分析
5.1 概 述
潛艇耐壓殼體的過渡環結構為一不規則厚壁球臺結構,見圖1(a)所示,由于保密原因,結構尺寸不宜給出。按原加工方案,焊縫的可能位置如圖1(b)所示,環向焊縫位于球臺高度的中心處,徑向焊縫沿球臺結構對稱中心(徑向焊縫1處)分布于結構兩側(焊縫2、3處)。焊接構件的材料為高強度合金鋼,坡口形式為X型坡口,焊接線能量2.4 kJ/mm。
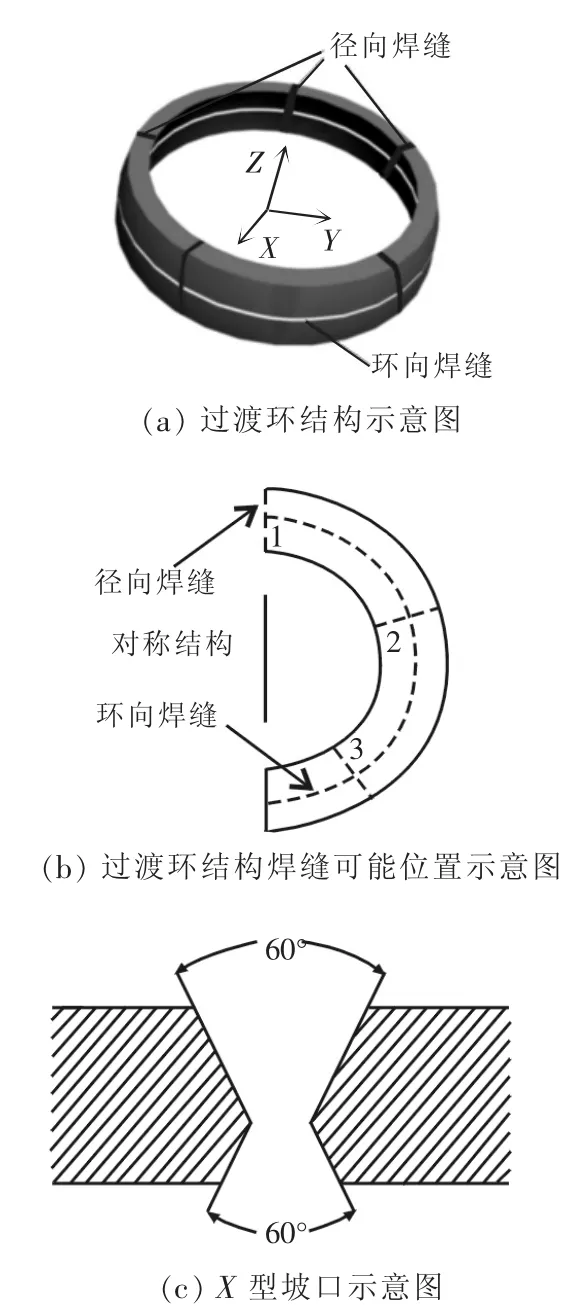
圖1 過渡環結構、焊縫可能位置及坡口形狀示意圖
由于計算的目的在于找出適合于工廠加工的合理的焊接工藝,并考慮到焊縫分布的對稱性及其位置有球臺內外兩種情況,本文對過渡環結構的焊接工藝共分26種工況分析。其中,工況1~8僅考慮徑向焊縫1、2、3的焊接坡口位置不同時作用的情況;工況9~16及工況17~24則考慮了環向焊縫與徑向焊縫共同作用的情況;工況25~26則僅考慮環向焊縫的坡口位置不同時作用的情況。
5.2 計算結果及分析
5.2.1 焊接引起的整體幾何變形分析
為便于討論,定義δ/D為過渡環結構的無量綱焊接變形,其中δ為各焊接工況下過渡環結構的最大焊接變形;D為過渡環結構的平均直徑。該參數反映了焊接變形對幾何形狀的影響程度。通過一次彈塑性有限元分析,即可求出26種計算工況下過渡環結構的焊接變形。典型工況下過渡環結構的焊接變形見圖2所示。為便于討論,本文在此僅給出4種典型工況下的焊接變形的討論(其他焊接工況的變化基本相同),該4種工況的焊接工藝見表1,括號中內外表示X坡口大端出現在過渡環內外表面的位置。焊接變形計算結果見表2。
由圖2的對比分析可以看出,不同焊接工藝時球臺結構的焊接變形是不同的。僅由徑向焊接所引起的球臺結構的焊接變形不大,而環向焊接單獨作用及徑向焊接、環向焊接共同作用所引起球臺結構的變形較大。徑向焊接主要引起球臺結構焊縫區域的局部變形,而環向焊接主要引起球臺結構的整體變形,會使球臺結構的幾何形狀發生較大改變。因此,從減小焊接變形的角度出發,如工廠加工能力許可,建議不設置環向焊縫,僅設置徑向焊縫,并將坡口的大端設置在過渡環結構外表面。
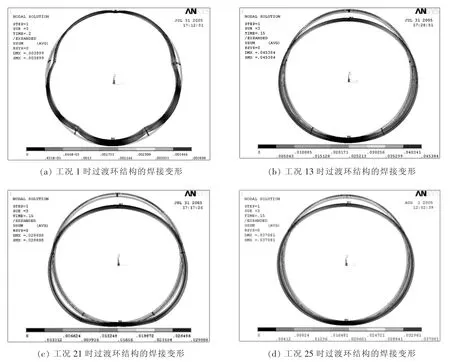
圖2 典型工況下過渡環結構的焊接變形

表1 過渡環結構焊接典型工況

表2 典型工況下過渡環結構無量綱焊接變形計算結果
5.2.2 焊接變形的局部超差分析
焊接變形除了引起結構的整體幾何變形外,還會引起結構的局部偏差。根據《潛艇結構設計計算方法》[9](以下簡稱“GJB/Z21A-2001標準”)第16.2節對耐壓船體殼板的偏差規定:殼板縱、環焊縫區的局部凹凸度和板壁差異值不應超過0.2t;當差異值大于0.2t時,環向加強筋或縱向加強筋加強。本文對各焊接工況厚壁球臺結構的局部超差進行分析,分析結果詳見表3。表中W為局部凹凸的最大值,t為球臺結構的厚度。測量W時的肋骨間距取與過渡環結構相連的斜椎殼處的肋骨間距。表中單位為:W/t×10-1。
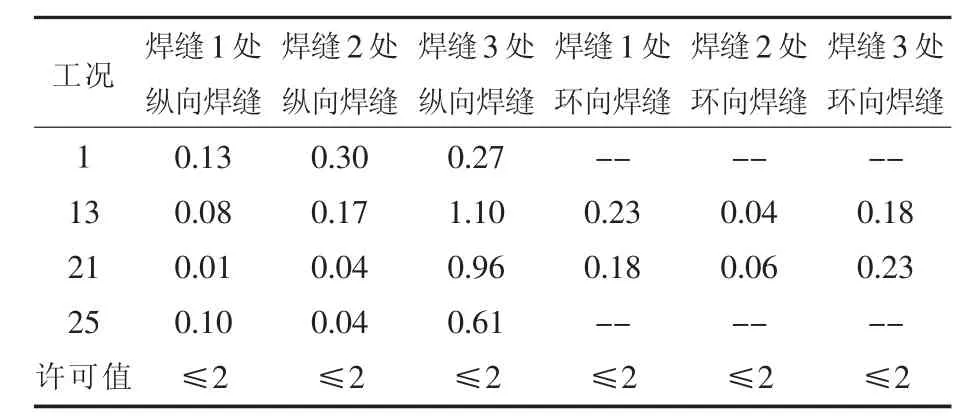
表3 過渡環結構局部超差結果
從表3可以看出,各焊接工況下結構的局部超差均滿足有關標準要求,不需進行超差加強;環向焊縫處的局部超差較小,徑向焊縫所引起的局部超差較大;最大局部超差出現在焊縫3處的徑向焊縫附近。對比以上結果可以看到,僅由徑向焊接所引起的過渡環結構的局部超差不大,而環向焊接單獨作用及徑向焊接、環向焊接共同作用所引起的球臺結構的變形較大。由分析結果可以看出,為減小結構局部超差,建議不設置環向焊縫,僅設置徑向焊縫。
6 球殼結構焊接工藝分析
6.1 概 述
球殼結構是球面艏端艙壁結構的主要組成部分,球殼結構焊縫的可能位置如圖3所示。按原加工方案,球殼結構擬設置4道焊縫,其中焊縫2、3、4位置固定不變,焊縫1的位置分別取距中心線距離為0、(3/40)R、(3/20)R、(9/40)R、(3/10)R、(3/8)R、(9/20)R處,其中R為球冠結構的半徑。由于坡口為不對稱X坡口,如圖1(c)所示,因此,本文對球殼結構的焊接工藝的討論共分16×7種。
6.2 計算結果及分析
同過渡環結構的焊接變形討論相同,為便于討論本文,在此僅給出部分典型工況球殼結構的焊接變形(圖4)。典型工況的焊接工藝見表4。同時定義無量綱焊接變形量δ/R,其中R為球冠結構的(平均)半徑,該參數反映了焊接變形對結構幾何形狀的影響程度,該焊縫位置的焊接變形計算結果見表5。
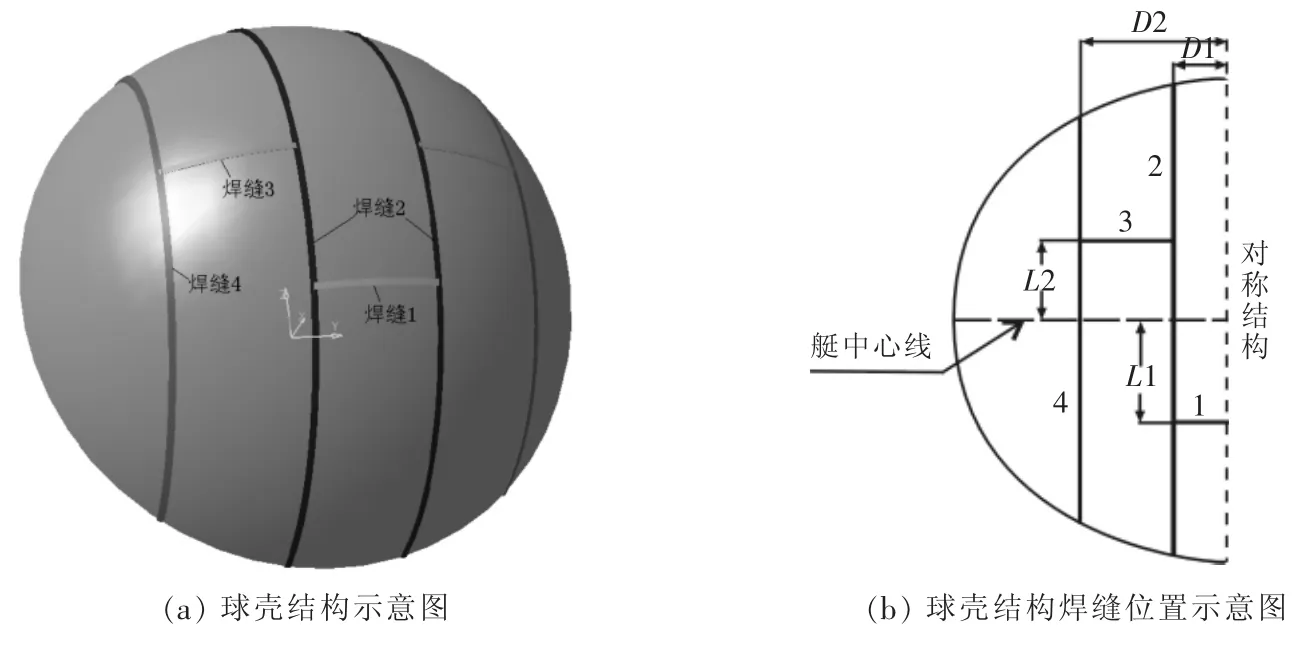
圖3 球殼結構及焊縫可能位置示意圖
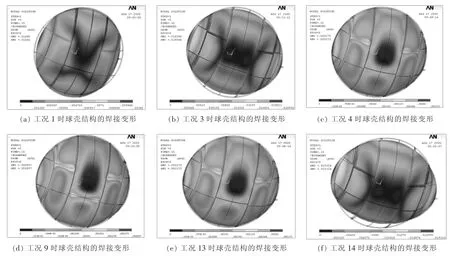
圖4 典型工況下厚壁球殼結構的焊接變形

表4 焊縫1在中心線時球殼結構典型焊接工況
由圖4可以看出,采取工況4及工況13的焊接工藝所得球殼結構的焊接變形較小,而采用工況3及工況14的焊接工藝所得球殼結構的焊接變形較大,采用工況14的焊接工藝所得球殼結構的焊接變形最大。由此可以看出,當焊縫位置一定時,坡口形式對焊接變形有較大影響,焊縫的坡口形式不同時球殼結構的焊接變形有較大差異。
由表5可以更為直觀地得到各焊接工況下的焊接變形。可以看出,當X型坡口大端設置在球殼內表面時(即焊接坡口形式選工況9時)球殼結構的焊接變形最小。對比同一焊縫位置時球殼結構的焊接變形可以看出,當焊接坡口形式為工況1、工況3、工況14時,球殼結構的整體焊接變形較大,焊接變形不滿足使用要求;而當焊接坡口形式采用工況4、工況9及工況14時,球殼結構的整體焊接變形較小,焊接變形滿足使用要求;這說明坡口形式對球殼結構的焊接變形有很大影響。對比同一坡口形式下球殼結構的焊接變形可以看出,焊縫1的位置對球殼結構的焊接變形影響各有不同,但其影響不大。總體而言,從減小焊接變形的角度,建議將坡口的大端設置在球殼結構內表面,并將焊縫1設置在艇中心線附近。

表5 各焊接工況下球殼結構無量綱焊接變形
7 結論
本文在已開發焊接程序的基礎上,采用固有應變彈塑性有限元方法,對球面艏端艙壁結構的焊接工藝進行了分析。通過前面的分析,可以得到以下主要結論:
1)對于過渡環結構的焊接,環向焊縫的設置是過渡環結構整體幾何變形及局部超差的主要因素,徑向焊縫對過渡環結構焊接變形的影響較小。
2)從減小過渡環結構焊接變形的角度出發,如工廠加工能力許可,建議不設置環向焊縫,僅設置徑向焊縫,并將X型坡口的大端設置在過渡環結構外表面。
3)對于球殼結構的焊接變形問題,焊接坡口形式是球殼焊接變形的主要因素,焊縫1的位置對球殼結構的焊接變形影響不大。
4)從減小球殼結構焊接變形的角度出發,建議將坡口的大端設置在球殼結構內表面,并將焊縫1設置在艇中心線附近。
[1]陳楚.數值分析在焊接中的應用[M].上海:上海交通大學出版社,1985.
[2]汪建華,陸皓,魏良武.固有應變有限元法預測焊接變形理論及其應用[J].焊接學報,2002,23(6):35-39.
[3]汪建華.焊接數值模擬技術及其應用[M].上海:上海交通大學出版社,2003.
[4]田錫唐,顧福明.圓柱殼體上環形焊縫焊接變形的數值分析[J].航空材料學報,1996,16(2):50-56.
[5]田錫唐,顧福明.圓柱殼體與法蘭對接環形焊縫的焊接變形規律研究[J].材料科學與工藝,1996,4(3):76-80.
[6]李冬林.焊接應力和變形的數值模擬研究[D].武漢:武漢理工大學,2003.
[7]姚熊亮,龐福振,許維軍,等.焊接工藝對不規則厚壁球臺結構變形的影響[J].中國造船,2007,48(3):134-144.
[8]姚熊亮,劉慶杰,孫謙.球面艏端隔壁結構焊接變形研究[J].哈爾濱工程大學學報,2006,27(6):806-811.
[9]潛艇結構設計計算方法GJB/Z21A-2001[S].國防科學技術工業委員會發布,2002.
Application of Elastic-plastic Inherent Strain Method by FEM on the Welding of a Thick Spherical Bulkhead
Meng Fan-ming1Pang Fu-zhen2Yao Xiong-liang2Peng Yi2
1 Military Representative Office,Bohai Shipping Heavy Industry Co.Ltd.,Huludao 125004,China 2 College of Shipbuilding Engineering,Harbin Engineering University,Harbin 150001,China
Elastic-plastic Inherent strain method is proposed to simulate the welding of a thick spherical stem bulkhead of a submarine,which eliminates the deficiency of the thermal Elastic-plastic FEM that only suits for small-scale welding calculations.Also,the welding technique of spherical stem bulkhead is optimized and a reasonable welding technique is obtained in this paper.Base on ANSYS,a thermal Elastic-plastic welding program is developed hereby to calculate the residual strain of one welding seam.Thermal load is applied on each welding seam of the spherical stem bulkhead under the conception of equivalent residual strain method.The whole deformation of spherical stem bulkhead is achieved with the use of Elastic-plastic method.The welding deformation analysis of spherical cap structure with different welding techniques is carried out so that a reasonable welding technique is obtained.
elastic-plastic inherent strain method;thick spherical stem bulkhead;residual deformation;welding technique
文獻標志碼:A
:1673-3185(2009)01-67-06
2008-11-03
海軍裝備預先研究項目
孟凡明(1971-),男,碩士。研究方向:船舶與海洋結構物安全性
龐福振(1980-),男,講師,碩士。研究方向:船舶與海洋結構物安全性。E-mail:pangfuzhen@yahoo.com.cn
姚熊亮(1963-),男,教授,博士生導師。研究方向:船舶與海洋工程結構動力學
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
裝備制造技術(2019年12期)2019-12-25 03:06:04
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
設備管理與維修(2015年12期)2015-04-09 06:57:24
中國衛生標準管理(2015年17期)2015-01-26 21:05:18